

В настоящее время для сокращения потерь углеводородных компонентов в газовой и нефтяной промышленности предложена адсорбционная установка подготовки природного газа к транспорту с технологическим циклом рационального использования низконапорного газа сепарации[1]. Где применяется технологический компрессор для отвода сбросного низконапорного газа дегазации от сепаратора низкого давления на смешение с жидкой фазой сепаратора среднего давления и промежуточный теплообменник, что обеспечивает переработку сбросного низконапорного газа дегазации, с целью дополнительного получения топливного газа и газового конденсата [1]. При этом степень извлечения углеводородов С5+ составляет φ=0,49.
Указанное выше техническое решение дополнительно состоит из технологического компрессора, который соединен с сепаратором среднего давления, с отводом газа дегазации в линию топливного газа и углеводородного конденсата. Конденсат через промежуточный подогреватель подается окончательно в сепаратор низкого давления на окончательную стабилизацию [1].
Недостатком адсорбционной установки подготовки природного газа к транспорту с технологическим циклом рационального использования низконапорного газа сепарации [1] является потеря жидких углеводородных компонентов С5+, вследствие следующих факторов:
- отвода части утилизированных жидких углеводородов из сепаратора среднего давления в топливную сеть, по причине высокой температуры процесса поглощения жидких компонентов углеводородным конденсатом, при разделении компримированного сбросного низконапорного газа дегазации на жидкую и газообразную фазу, в сепараторе среднего давления;
- цикличной выработки углеводородного конденсата на адсорбционной установке при отбензинивании газа.
Учитывая эти недостатки вышеуказанной адсорбционной установки подготовки природного газа к транспорту с технологическим циклом рационального использования низконапорного газа сепарации [1], для сокращения потерь жидких углеводородов предложена эффективная технология утилизации (переработки) сбросного низконапорного газа дегазации. Технология обеспечит разделение низконапорного газа сепарации на жидкие углеводороды и топливный газ, с высокой степенью извлечения углеводородов С5+.
Когда речь идет о повышении эксплуатационной эффективности в газовой и нефтяной промышленности, выбор технологии является важным фактором. Для удовлетворения стратегии сокращения низконапорных сбросных газов, поддержки комплексных систем по максимальной переработке углеводородного сырья, а также повышения эффективности технологии подготовки природного газа к транспорту необходимы специальные решения, относящиеся к наилучшим доступным технологиям (НДТ).
Одним из перспективных направлений в области данных решений является эффективная технология утилизации сбросного низконапорного газа сепарации с максимальным извлечением углеводородного сырья, которая относится к НДТ [2].
В настоящее время газовая и нефтяная промышленность при подготовке природного газа к транспорту нуждается в передовых технологиях утилизации сбросного низконапорного газа дегазации в качестве вторичного материального ресурса, что может улучшить экономические и технологические показатели производства и укрепить экологическую безопасность [2]. Эффективное использование вторичных материальных ресурсов – один из путей, который может способствовать реализации стратегии долгосрочного развития России с низким уровнем выбросов парниковых газов и созданию стабильной инновационной экономической системы, что обеспечит рост прибыли и улучшение экологической ситуации. Эффективная технология утилизации сбросного низконапорного газа как вторичного материального ресурса обеспечит энерго- и ресурсосбережение, что является необходимым условием устойчивого инновационного развития предприятий газовой и нефтяной отрасли [3].
Реализация эффективной технологии связана с необходимостью усовершенствования адсорбционной установки подготовки природного газа к транспорту, позволяющая снизить потери паров жидких углеводородных компонентов в топливную сеть.
Предлагается для эффективной работы адсорбционной установки подготовки природного газа к транспорту по сокращению потерь углеводородов С5+ охлаждать компримированный сбросной низконапорный газ дегазации до температуры максимальной конденсации жидких углеводородов С5+, с целью качественного и избыточного выделения углеводородного конденсата в дополнительно установленном сепараторе топливного газа (рисунок 1).
Подтверждением достижения технологического результата по качественному разделению сбросного низконапорного газа дегазации на газообразную и жидкую фазу являются теоретические закономерности низкотемпературной сепарации (НТС) углеводородного газа. НТС, как эффективная технология, относящаяся к НДТ, позволяет максимально извлекать из углеводородных газов путем однократной конденсации, при пониженных температурах, компоненты С5+, с гидромеханическим разделением равновесных газовой и жидкой фаз. Это позволяет добиться эффективной утилизации низконапорного газа, за счет НДТ, которая обеспечивает качественный технологический режим процесса разделения сбросного низконапорного газа дегазации на газообразные и жидкие углеводороды.
Согласно рис. 1, технологический цикл эффективной технологии, при общем расходе природного газа I 1900000 нм3/ч, с плотностью 0,699 кг/м, давлением 6,3 МПа и температурой 20°С, работает следующим образом: нестабильный газовый конденсат по линии отвода газового конденсата X из сепаратора высокого давления 15 с расходом 9992 кг/ч проходит через дроссель 16, вследствие чего происходит дросселяция потока газового конденсата по линии отвода газового конденсата VIII со снижением температуры до минус 2 ОС и поступает в сепаратор среднего давления 17, где поддерживается давление 0,74 МПа.
В сепараторе среднего давления 17 происходит за счет снижения давления частичная дегазация газового конденсата. Выделившийся при этом газ дегазации с расходом 684 кг/ч направляется в топливную сеть установки. Нестабильный газовый конденсат который по линии отвода газового конденсата X из сепаратора среднего давления 17 в количестве 9308 кг/ч проходит через дроссель 18, вследствие чего происходит дросселяция потока газового конденсата со снижением температуры до минус 4 ОС.
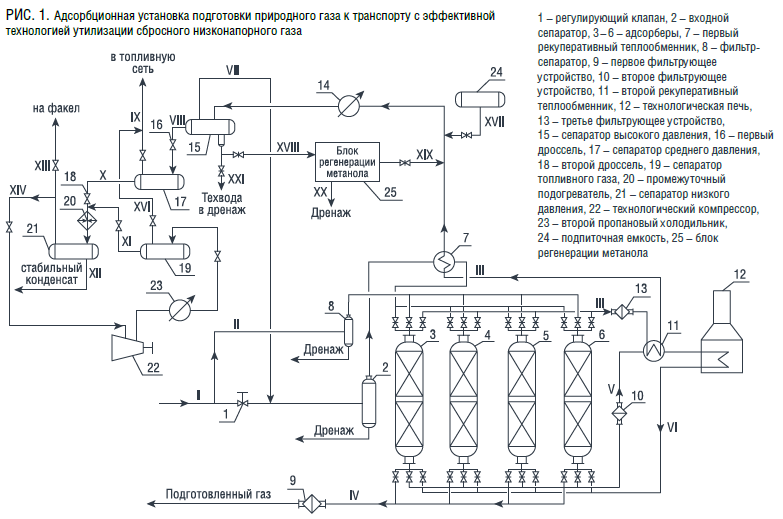
Затем смешивается с потоком газового конденсата XI от сепаратора топливного газа 19 в количестве 164 кг/ч в общий поток, который через промежуточный подогреватель 20, где нагревается до температуры 45оС, поступает в сепаратор низкого давления 21, в котором поддерживается давление 0,13 МПа для окончательной дегазации (стабилизации).
Выделившийся при этом поток стабильного газового конденсата по линии отвода стабильного конденсата XII, из сепаратора низкого давления 21 с расходом 9219 кг/ч, подается в резервуарный парк стабильного конденсата на хранение, а сбросной низконапорный газ дегазации с расходом 253 кг/ч по линии низконапорного газа дегазации, XIV поступает в компрессор 22 и далее по линии выхода компримированного сбросного низконапорного газа дегазации XV, с давлением 0,8 МПа и температурой 132 ОС, подается в пропановый холодильник 23, где охлаждается до температуры минус 12 ОС и затем по линии подачи охлажденного сбросного низконапорного газа дегазации XVI, подается в сепаратор топливного газа 19, где выделяется газовый конденсат в количестве 164 кг/ч и газ дегазации, который отводиться по линии отвода газа дегазации XVII в топливную сеть в количестве 89 кг/ч.
В случае не работы компрессора 22 сбросной низконапорный газ дегазации по линии низконапорного газа дегазации XIII сбрасывается на факел.
Заключение
При подготовке природного газа, с использованием эффективной технологии утилизации сбросного низконапорного газа, с дополнительно установленного сепаратора топливного газа отводится добавочно газ дегазации и газовый конденсат.
Газ дегазации может применяться для промышленного назначения, который по физико-химическим свойствам соответствует требованиям ГОСТа 5542 [4] и может использоваться в качестве топлива. А газовый конденсат, который смешивается с потоком углеводородного конденсата от сепаратора среднего давления в общий поток, подается через промежуточный подогреватель на окончательную стабилизацию в сепаратор низкого давления. Промежуточный подогреватель обеспечивает получение стабильного газового конденсата согласно ГОСТа Р 54389 [5].
Таким образом, совокупность предлагаемых признаков позволит обеспечить энерго- и ресурсосбережение вследствие дополнительной выработки топливного газа и стабильного газового конденсата, при эффективной технологии утилизации сбросного низконапорного газа дегазации методом низкотемпературной сепарации, что дает возможность увеличить степень извлечения углеводородов С5+ до φ=0,7.




