Глобальное изменение климата стало проблемой, вызывающей серьезную международную озабоченность. Так, в отчете МГЭИК за 2021 г. показано, что глобальная температура поверхности Земли повысилась примерно на 1,1 °C по сравнению со средней температурой 1850–1900 гг. до уровня, который не наблюдался в последние 125 000 лет [1].
Проблема повышения температуры на поверхности Земли тесно связана с выбросами парниковых газов, таких как двуокись углерода, закись азота и метан, в результате чего общественность активно ищет пути снижения эмиссии выбросов, в частности, благодаря чему за последние три десятилетия был разработан целый комплекс технологий улавливания CO2. Ключевая роль технологий CCUS (Carbon capture, use and storage) в достижении глобальной углеродной нейтральности постулируется ведущими международными компаниями, которые активно развивают проекты по улавливанию и утилизации диоксида углерода либо использованию его для повышения нефтеотдачи [2–4].
Несмотря на многолетний опыт утилизации углекислого газа, перед компаниями все еще остро стоят вопросы проработки многих технических аспектов, например, выбор наиболее эффективной технологии улавливания, контроль фазового состава, прогнозирование поведения потока и т.д. Большинство проектов CCUS внедрены на территории США, где развитие началось как раз в конце прошлого столетия, но у большинства других стран опыт проектирования, строительства и эксплуатации объектов CCUS не такой большой.
При этом поведение потока с большим содержанием СО2 при улавливании, подготовке, компримировании, транспортировке и последующей закачке исследовано не в полной мере. Исходя из мирового опыта проектирования объектов транспорта углекислого газа, улавливаемый поток может содержать различное количество примесей, которые негативно влияют на его поведение и могут привести к осложнениям при транспортировке. Примеси в потоке диоксида углерода оказывают влияние на теплофизические свойства потока, фазовую диаграмму, расстояние рекомпрессии и многое другое, поэтому необходимо учитывать нежелательные компоненты в потоке для обеспечения его стабильности. Как показывает практика, транспорт углекислого газа осуществляется в «плотной фазе», которая эффективна в силу высокой плотности потока (аналогичной жидкой фазе) и низкой вязкости (аналогичной газовой фазе), при давлении выше критического с небольшим эксплуатационным запасом – 8 МПа, что позволяет, как правило, избежать возникновения двухфазных областей. При этом для осуществления компримирования потока до проектного давления необходимы мощные компрессоры с высокой степенью сжатия и доступные при работе с возможным выпадением жидкой фазы [5–7].
Также турбомашины для транспорта диоксида углерода должны удовлетворять многим эксплуатационным требованиям, которые в первую очередь обусловлены типом применения, режимом работы, а также коммерческими и эксплуатационными проектными требованиями. Большинство проектов по улавливанию углерода в основном нацелены на низкие капитальные затраты, широкий рабочий диапазон, долговечную и надежную работу оборудования, что несет за собой большой вызов для инженеров-проектировщиков компрессорного оборудования транспорта углекислого газа.
Основные технологические требования
Основными техническими характеристиками для любого газокомпрессорного оборудования являются степень сжатия, количество ступеней компримирования, производительность, мощность, рабочие давления и температуры всасывания и нагнетания. При этом желательно свести количество ступеней в компрессоре к минимуму для снижения капитальных затрат, однако результирующая высокая нагрузка сжатия на ступень часто приводит к снижению эффективности и ограничению рабочего диапазона. На границе столкновения технической и экономических эффективностей возникают ряд требований, которые остро встают перед производителями, и для оптимального решения требуется соблюдение точного баланса.
Так, основными требованиями к современному газокомпрессорному оборудованию являются:
• использование новейших комплектных составляющих;
• высокие показатели топливной эффективности, снижение себестоимости выработки электрической и тепловой энергии;
• соответствие заявленным техническим параметрам;
• широкий диапазон работы при различных производительностях;
• возможность блочной замены основных узлов оборудования;
• высокая надежность и безопасность эксплуатации;
• высокие показатели наработки на отказ;
• монтаж и сдача энергоустановок в сжатые сроки (поставка в собранном виде на раме, использование блоков повышенной готовности);
• снижение капитальных затрат на модернизацию / строительство энергообъектов; снижение стоимости эксплуатации;
• наилучшее сочетание высокой эффективности и небольших массогабаритных характеристик.
Дополнительно для газокомпрессорного оборудования компримирования диоксида углерода могут предъявляться следующие требования:
· защита внутренней поверхности оборудования при работе с коррозионно-активной средой;
· высокие давления и температуры потока;
· высокая степень сжатия (длинные линии компримирования);
· наличие промежуточного охлаждения после каждой ступени.
Также поведение углекислого газа при компримировании заметно отличается от природного газа в силу термодинамических особенностей, поэтому возникает ряд характерных для данного потока особенностей, которые также должны быть учтены при проектировании компрессоров CO2:
· низкая скорость звука (более высокие ударные потери и уменьшенный рабочий диапазон);
· низкая вязкость при высоком давлении;
· неопределенность термодинамических характеристик (уравнения состояния со2 при высоком давлении и температуре);
· высокая плотность;
· термодинамическая зависимость от описания пути сжатия (изоэнтропическая или изотермическая);
· возможность многофазного поведения потока;
· образование углекислоты в присутствии воды (коррозия);
· растворимость в эластомерных материалах (уплотнения, гибкие воздуховоды, уплотнения, клапаны);
· образование жидкости/льда при быстром расширении (Джоуля-Томсона).
Типы компрессорного оборудования
К наиболее часто расcматриваемым типам компрессоров, используемых для сжатия диоксида углерода, относят: поршневые, винтовые, многоступенчатые центробежные цилиндрические, центробежные со встроенным редуктором и диафрагменные.
Согласно опыту эксплуатации, поршневые, диафрагменные и винтовые компрессоры сильно ограничены по расходу, поэтому их практически нельзя использовать для крупномасштабных проектов по улавливанию углерода. Что же касается центробежных компрессоров, то, как правило, они не идеальны в случаях, когда технологическая среда либо жидкая, либо находится в плотной фазе [8, 9].
Одной из перспективных технологий для крупномасштабных приложений по сжатию диоксида углерода является гибридная комбинация центробежного компрессора для сжатия газа до уровня, немного превышающего его критическую точку, с последовательно подключенным насосом для плотной фазы и достижения необходимого давления нагнетания.
Как уже говорилось выше, исторический опыт проектирования компрессоров показывает, что из-за неточности моделей описания свойств газа размеры деталей значительно отклонялись. Так, например, удельная теплоемкость, энтальпия и энтропия используются для расчетов производительности ступени и мощности сжатия, определения основных технологических характеристик теплообменного оборудования промежуточного охлаждения.
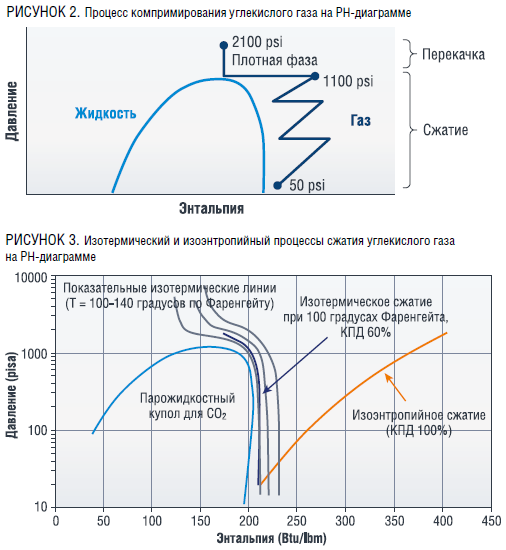
Отметим, что эффективность сжатия зависит от термодинамического процесса. В зависимости от начальных условий и выбранного термодинамического пути может меняться количество фаз: можно сжать CO2 в газообразном состоянии на правой стороне, выделенной на рисунке газообразной области, либо охладить диоксид углерода и сжать его в жидком состоянии на левой стороне. Можно также использовать гибридную комбинацию двух вышеуказанных вариантов. Полная энергия, необходимая для процесса сжатия, представляет собой разницу энтальпий, умноженную на массовый расход. При этом изотермический процесс потребует значительно меньше энергии, чем изоэнтропийный процесс, поскольку разница энтальпий значительно меньше, что можно увидеть на рисунке 3 [9, 10].
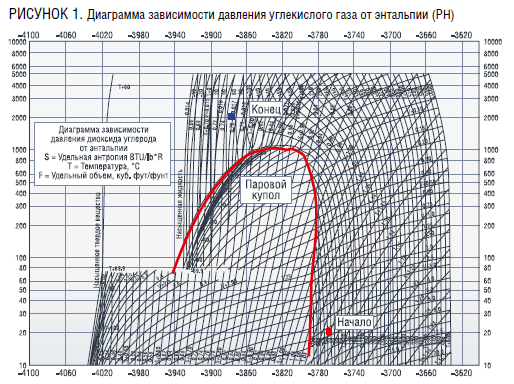
Чтобы максимально приблизиться к изотермическому процессу и максимально снизить потребную мощность сжатия, необходимо промежуточное охлаждение между ступенями сжатия. Этот подход также называют псевдоизотермическим сжатием. Однако добавление промежуточного охлаждения между ступенями компрессора увеличивает сложность и капитальные затраты, но при этом снижает степень сжатия на одну ступень и нагрузку на нее. Оно также создает небольшой перепад давления в теплообменнике на каждой ступени промежуточного охлаждения. Как правило, определяют оптимальную точку с минимумом затрат и наибольшей энергетической эффективностью. На рисунке 2 показана фазовая диаграмма со ступенчатым процессом сжатия, на которой можно заметить, что в системах сжатия используется от трех до шести ступеней промежуточного охлаждения. Выше критической точки, когда жидкость является либо жидкой, либо сверхкритической, дополнительное промежуточное охлаждение не требуется, поскольку жидкость ведет себя почти несжимаемой, а теплота сжатия очень мала [9, 11].
Опыт проектирования компрессоров СО2
Развитие систем утилизации углекислого газа активно продолжается с конца прошлого столетия. За это время в портфелях большинства крупных мировых компаний появились успешно реализованные проекты. При этом параллельно происходило развитие технологий производства необходимого для транспортировки оборудования. В этой части сильно преуспели такие компании, как Siemens Energy и Mitsubishi Heavy Industries Compressor, которые предоставляли свои услуги по производству и поставкам компрессоров.
Siemens Energy
Компания обладает колоссальным опытом создания различных типов компрессоров. На рисунке 4 представлены основные типы компрессоров: поршневой, центробежный одновальный и с интегрированным приводов, а также области их применения [12].
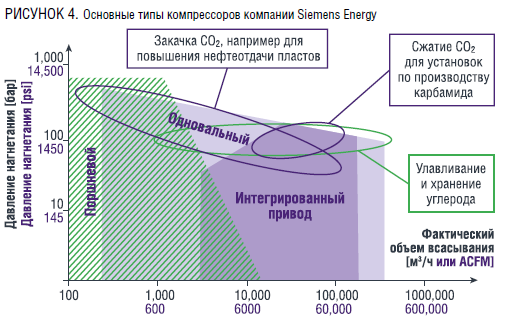
Поршневые компрессоры могут быть выбраны для проектов компримирования диоксида углерода небольшой производительности. Однако из-за низкой скорости звука, высокой плотности CO2 и резкого изменения объема рабочей среды процесс сжатия создает сильные периодические пульсации, приводящие к высокоамплитудным акустическим резонансам на низких частотах. Эти пульсации могут не только вызывать сильные структурные вибрации, приводящие к выходу из строя трубопровода, но также могут распространяться на сотни километров вдоль по трубопроводу.
Для компрессоров средних размеров Siemens Energy предлагает конструкцию, состоящую из центробежного компрессора и привода на одном валу, охладителя технологического газа и т.д. Компрессоры со встроенным приводом представляют собой многовальные машины. Несколько валов-шестерен с одним или двумя рабочими колесами на каждом расположены вокруг центральной шестерни. Межступенчатое охлаждение газового потока может производиться после каждого рабочего колеса. Сочетание этих характеристик обеспечивает высокую пропускную способность, выдающуюся энергоэффективность даже при частичной нагрузке при компактной конструкции.
Оценивая успешные проекты компании, хочется в первую очередь выделить поставку четырех центробежных одновальных компрессоров для закачки на двух FPSO Cidade de Sao Paulo и Cidade de Paraty в рамках реализации программы по улавливанию и геологическому хранению СО2 на месторождениях нефти и газа Pre-Salt на шельфе Бразилии. Добываемая продукция содержит в составе большое количество углекислого газа, в связи с чем было принято решение о разработке программы обратной закачки. Первое развертывание состоялось в 2008 году, и к сентябрю 2021 года Petrobras повторно закачала в резервуары в общей сложности 28,1 млн тонн CO2.
Другим успешным проектом поставки оборудования Siemens Energy является 6-ступенчатый компрессор с интегрированным приводом и 5 промежуточными охладителями с приводом от конденсационной паровой турбины для проекта установки по переработке синтез-газа в пропилен на угле для компании SNGC в Китае. Компрессор развивает давление 58,1 бар при объемном расходе 83 200 м3/ч и мощности 16,9 МВт.

Крупным проектом, введенным в эксплуатацию в 2012 году в США, является улавливание CО2 с установок парового риформинга метана для получения водорода. Компрессор обеспечивает сжатие диоксида углерода и подачу в трубопровод для дальнейшего транспорта к нефтяным месторождениям и повышения их нефтеотдачи. Компрессор развивает давление 157 бар при объемном расходе 63 500 м3/ч и мощности 13,2 МВт.
Уникальным опытом является проект морского трубопроводного транспорта углекислого газа на месторождение Snohvit. Природный газ, который транспортируется с месторождения на завод СПГ в Hammerfest, содержит от пяти до восьми процентов CO2. На береговом заводе CO2 отделяется от природного газа и направляется обратно, где он хранится на глубине 2600 метров относительно уровня дна. Для компримирования были поставлены два компрессора с развиваемым давлением 62 бар при объемном расходе 52 500 м3/ч и мощности 12 МВт.

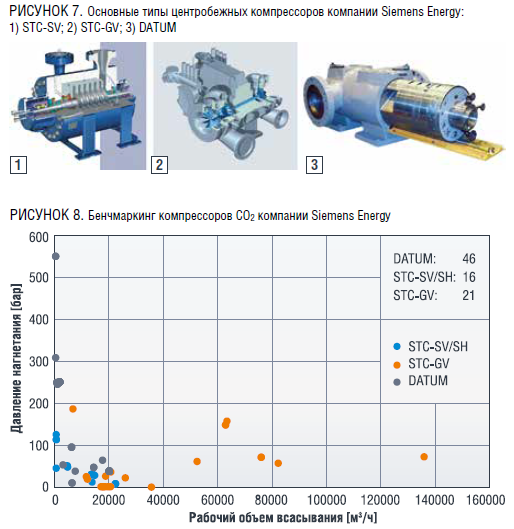
Исходя из опыта проектирования газокомпрессорного оборудования СО2 компанией Siemens Energy, основные типы компрессоров, успешно внедренные в проекты CCUS, – это STC-SV/SH, STC-GV и DATUM, а также их различные модификации. Центробежные компрессоры с интегральным редуктором STC-GV имеют многовальную компоновку с различными скоростями вращения. Одновальные центробежные компрессоры серии STC-SV с вертикально разъемными корпусами разработаны в соответствии с требованиями стандарта API 617. Линейка центробежных компрессоров DATUM разработана для обеспечения максимальной производительности в любых условиях применения по давлению и расходу. Непревзойденная эффективность, надежность и простота обслуживания делают их самыми современными турбокомпрессорами, а также наиболее распространенными, что видно из рисунка 8.
Mitsubishi Heavy Industries Compressor
Mitsubishi Heavy Industries также предлагает ряд компрессоров, подходящих для использования в CCUS. Благодаря обширному опыту поставок компрессоров (порядка 4000 единиц) MHI имеет значительный опыт работы с компрессорами CO₂, используемыми во многих проектах улавливания и утилизации диоксида углерода и EOR (увеличение извлечения нефти), что обеспечивает безопасную работу. На рисунке 9 представлена продуктовая линейка компрессорного оборудования СО2 MHI, состоящая из центробежных компрессоров разных модификаций.

Среди крупных проектов компании по поставке оборудования для компримирования углекислого газа можно выделить NRG WA Parish Power Plant (Thompsons, TX, USA), где в 2015 году реализован проект CCUS с транспортом по 82-мильному трубопроводу для повышения нефтеотдачи 1,4 млн тонн углекислого газа в год. Компания MCO-I была выбрана для поставки высокоэффективного компрессора CO2 со встроенным приводом, который включал двигатель мощностью 21 МВт.

Еще одним крупным проектом является The In Salah CCS Project (Алжир), введенный в эксплуатацию в 2004 году. Газ с нефтяного месторождения In Salah содержит примерно 5,5 % CO2. За время реализации проекта было успешно закачано 3,8 млн тонн диоксида углерода. Для транспортировки и закачки используется центробежный компрессор типа In-line производства компании MHI.

Выводы
Глобальное изменение климата подталкивает к необходимости урегулирования выбросов парниковых газов, эмиссия которых влечет за собой огромное количество непоправимых последствий, одним из которых является рост температуры на поверхности Земли. В связи с этим крупные нефтегазовые компании ищут пути сокращения выбросов диоксида углерода, тем самым внедряя в свои проекты технологии CCUS.
При этом поведение углекислого газа значительно отличается от поведения природного газа в силу его термодинамических особенностей, одной из которых является вероятность фазовых переходов в процессах сжатия для осуществления транспортировки до точек закачки диоксида углерода. С термодинамической точки зрения CO2 относительно легко сжимается. Это означает, что степень повышения давления на ступень компрессора высока и требуются компрессоры с небольшим числом ступеней или скоростью. Однако из-за высокого отношения давлений на ступень СО2 также имеет быстрое уменьшение удельного объема с давлением и очень высокую теплоту сжатия, что требует ступенчатого промежуточного охлаждения для поддержания температуры газа на приемлемом уровне, что показано на PH-диаграмме.
При этом благодаря большому опыту нефтегазовых компаний за последние несколько десятилетий по мере роста числа проектов по утилизации углекислого газа происходило развитие технологий его транспортировки для учета всех технологических особенностей. В мире наиболее распространены центробежные компрессора, типы которых могут значительно отличаться – наличием интегрированного привода или одновальной конфигурацией, разъемами корпуса, количеством ступеней компримирования и т.д. Также могут применяться поршневые, винтовые и диафрагменные компрессоры при небольших производительностях. Согласно рассмотренному мировому опыту проектов CCUS, в сфере поставок компрессоров СО2 наиболее преуспели такие компании, как Siemens Energy и Mitsubishi Heavy Industries, которые активно работают над собственным моделями для покрытия всех потребностей компаний-операторов проектов CCUS. Как показывает опыт эксплуатации, при небольших мощностях транспорта могут использоваться поршневые компрессоры, однако приоритет, за счет более широкого диапазона производительностей, отдается центробежным компрессорам одновальным и многовальным.
Литература
1. Технологии улавливания, хранения и полезного использования диоксида углерода (CCUS) [Электронный ресурс] – Режим доступа: CCUS-Skolteh-2022-11-10.pdf (skoltech.ru) (Дата обращения: 12 августа 2023 года).
2. Ванчугов И.М., Жаркова В.В., Фачжань Сунь, Шестаков Р.А. Перспективы развития индустрии улавливания, использования и хранения углерода в России // Экология и промышленность России, 2023. Т. 27. № 8. С. 42–49.
3. Трухина О.С., Синцов И.А. Опыт применения углекислого газа для повышения нефтеотдачи пластов // Успехи современного естествознания. 2016. № 3. С. 205–209.
4. Получение СПГ как метода утилизации ПНГ / И.М. Ванчугов, К.С. Резанов, С.М. Ватузов [и др.] // Деловой журнал Neftegaz.RU. – 2023. – № 2 (134). – С. 70–75.
5. Особенности фазовых переходов углекислого газа при реализации проектов по декарбонизации крупнейших эмитентов Российской Федерации / С.А. Вершинин, Д.А. Голованов, А.Н. Блябляс, Е.А. Хлопотова // Технологии обустройства нефтяных, газовых и газоконденсатных месторождений: Сборник тезисов V научно-технической конференции, Томск, 21–22 сентября 2022 года / Отв. редактор А.Г. Чернов. – Томск: Акционерное общество «Томский научно-исследовательский и проектный институт нефти и газа», 2022. – С. 199–201.
6. On the Integration of CO2 Capture Technologies for an Oil Refinery Fetisov, V., Gonopolsky, A.M., Zemenkova, M.Y., Mohammadi, A.H., Riazi, M. Energiesthis link is disabled. – 2023. – 16 (2). – p. 865.
7. К вопросу о транспортировке сжиженного углекислого газа / Р.А. Шестаков, К.С. Резанов, И.М. Ванчугов // Известия Томского политехнического университета. Инжиниринг георесурсов. – 2023. – Т. 334, № 8. – С. 190–209.
8. Nazeri M., Haghighi H., Mckay C., Erickson D. and Zha S. Impact of CO2
Specifications on Design and Operation Challenges of CO2
Transport and Storage Systems in CCUS // SPE Offshore Europe Conference & Exhibition. – 7–10 September 2021. – p. 18.
9. Brun K. Turbomachinery for Carbon Dioxide Transport and Storage // Offshore Technology Conference, Houston, TX, USA. – May, 2023. – p. 30.
10. Barley J.J. Simulation of Anthropogenic Carbon Dioxide Transportation in Pipelines // PSIG Annual Meeting, San Antonio, Texas, 16–19 May 2023. – P. 27.
11. A. Lucci, G. Demofonti, C.M. Spinelli. CO2 Anthropogenic Pipeline Transportation // Twenty-first International Offshore and Polar Engineering Conference Maui, Hawaii, USA, June 19–24, 2011. – PP. 243–249.
12. Safe and efficient CO2 Compressors [Электронный ресурс] – Режим доступа: https://www.siemens-energy.com/global/en/offerings/industrial-applications/compression/co2-compressi... (Дата обращения: 12 августа 2023 года).
13. CO₂ Compressor [Электронный ресурс] – Режим доступа: https://solutions.mhi.com/ccus/co2-compressor/ (Дата обращения: 12 августа 2023 года).