

Современные нефтегазоперерабатывающие заводы имеют в своем составе, как минимум, одно факельное хозяйство, включающее систему улавливания и утилизации факельных выбросов для уменьшения объема безвозвратных (сжигаемых) потерь и снижения загрязнения атмосферы [1]. В наиболее распространенном виде эта система включает в себя факельный коллектор для сброса газа с технологических объектов, узел отбора газа из факельного коллектора перед гидравлическим затвором факельной свечи и водокольцевой компрессор для сжатия этого газа. Сжатый в компрессоре газ подают в сепаратор для отделения рабочей жидкости компрессора и далее направляют в топливную сеть завода. В системе имеется линия возврата газа из сепаратора в компрессор, используемая в то время, когда поток газа в факельном компрессоре меньше производительности компрессора. В это время сброс на факельную свечу полностью прекращается. Если же поток газа в факельном коллекторе превышает производительность компрессора, то избыток газа через гидрозатвор сбрасывается на факельную свечу. Во всасывающей линии компрессора, благодаря гидравлическому затвору и линии возврата газа, всегда поддерживается небольшое избыточное давление, что исключает подсос воздуха в систему [2].
Однако при эксплуатации этой системы, помимо большого расхода энергоресурсов (электроэнергии или водяного пара) на привод водокольцевого компрессора, в случае переработки сернистого нефтяного или газоконденсатного сырья из факельного газа, используемого затем в качестве топливного газа, практически не извлекается сероводород. Степень извлечения сероводорода водой, используемой в компрессоре, не превышает 1,0-1,5%.
Остающийся в топливном газе сероводород при сжигании в топках технологических печей образует токсичный сернистый ангидрид, загрязняющий атмосферу. Кроме того, в этой системе также наблюдается повышенная сероводородная коррозия внутренних узлов и деталей компрессора и другого оборудования факельного хозяйства.
Для извлечения сероводорода из утилизируемого факельного газа используется водный раствор амина, который подают для образования жидкостного кольца в компрессоре, при этом водный раствор амина и газ движутся прямотоком. Расход раствора амина определяется производительностью компрессора и заданным остаточным содержанием сероводорода в утилизируемом сжатом факельном (топливном) газе. Насыщенный сероводородом водный раствор амина из компрессора подают на регенерацию, например, на одну из установок завода по аминной сероочистке углеводородного газа.
Использование водного раствора амина позволило извлечь сероводород и другие кислые компоненты из утилизируемого факельного газа и повысить экологическую безопасность его сжигания в качестве топливного газа, но процесс его компрессии и очистки осуществляется на энергетически малоэффективном компрессоре, подверженном повышенной сероводородной коррозии внутренних узлов и деталей [3].
Для повышения эффективности процесса утилизации факельного газа разработана его технология с использованием жидкостного струйного аппарата (струйного насоса, инжектора), в котором в качестве рабочей среды используют регенерированный водный раствор амина [4]. В этом аппарате отсутствуют вращающиеся узлы и детали, поэтому не требуется его электрический или паровой привод, что позволяет сократить эксплуатационные и энергетические затраты.
Технологическая схема разработанного процесса представлена на рис. 1, из которой следует, что факельный газ I первоначально поступает в сепаратор 1, в котором от него отделяют конденсат II (жидкую фазу), возвращаемый обратно в переработку. В случае большого или аварийного сброса с технологических объектов нефтегазоперерабатывающего завода факельный газ из сепаратора 1 поступает для сжигания на факельную свечу 2 (после разрушения гидравлического затвора, находящегося в нижней части факельной свечи). При нормальном технологическом режиме работы объектов нефтегазоперерабатывающего завода факельный газ из сепаратора 1 вместо сжигания на факельной свече поступает в узел его утилизации и далее в топливную сеть завода.
При работе узла утилизации факельный газ инжектируется из факельного коллектора жидкостным струйным аппаратом 3, в котором газ компримируется и одновременно очищается от сероводорода и других кислых компонентов. Рабочей средой в жидкостном струйном аппарате является регенерированный водный раствор амина III, кинетическая энергия которого используется для отбора и сжатия факельного газа. При извлечении сероводорода и других кислых компонентов факельного газа водным раствором амина выделяется некоторое количество теплоты. Смесь факельного газа и водного
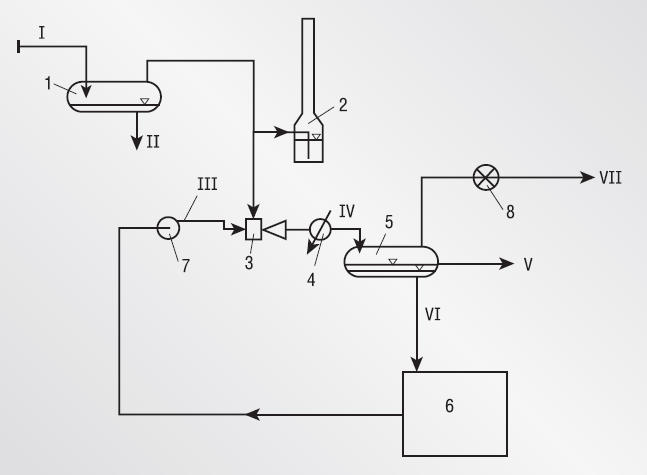
РИС. 1. Технологическая схема узла утилизации факельного газа с использованием жидкостного струйного аппарата:
1 – сепаратор; 2 – факельная свеча; 3 – жидкостной струйный аппарат; 4 – холодильник;
5 – трехфазный сепаратор; 6 – установка аминной сероочистки газа; 7 – насос;
8 – газодувка
I – факельный газ из факельного коллектора; II – конденсат (жидкая фаза);
III – регенерированный водный раствор амина; IV – смесь факельного газа и водного
раствора амина; V – жидкие углеводороды; VI – насыщенный водный раствор амина;
VII – топливный газ
раствора амина IV охлаждают в холодильнике 4 и подают в трехфазный сепаратор 5, в котором отделяют жидкие углеводороды V, образовавшиеся за счет сжатия факельного газа в жидкостном струйном аппарате 3, и отработанный (насыщенный) водный раствор амина VI, который направляют для регенерации на установку аминной сероочистки газов 6. Регенерированный водный раствор амина III подают в жидкостной струйный аппарат 3 насосом 7. Из трехфазного сепаратора 5 топливный газ VII (очищенный от кислых компонентов факельный газ) подают газодувкой 8 в топливную сеть нефтегазоперерабатывающего предприятия. Жидкие углеводороды V направляют в качестве некондиционного продукта на повторную переработку.
Проведенные расчетные исследования этой технологии утилизации факельного газа показали ее высокую эффективность и перспективность для применения на нефтегазоперерабатывающих предприятиях и других объектах, имеющих факельное хозяйство.
Литература:
-
Капустин В.М., Рудин М.Г., Кудинов А.М. Технология переработки нефти. В 4-х частях. Часть четвертая. Общезаводское хозяйство. – М.: Химия, 2017. – 320 с. (Учебники и учебные пособия для студентов высших учебных заведений).
-
Минимизация сброса на факел // Нефтегазовые технологии. – 2007. – №10. – С. 96-97.
-
Новый метод рекуперации факельных газов // Нефтегазовые технологии. – 2005. – №5. – С. 62.
-
Заявка на изобретение № 2015120141 РФ. Способ утилизации факельных газов / Тараканов Г.В., Савенкова И.В., Рамазанова А.Р. // Б.И. – 2016. – № 35.




