

В соответствии с Энергетической стратегией Российской Федерации на период до 2035 г. ожидается рост спроса на моторные топлива с одновременным снижением потребления мазута и прочих темных нефтепродуктов [1]. В связи с этим особую значимость приобретают процессы, углубляющие переработку нефти, в особенности процессы каталитического крекинга [2], позволяющие перерабатывать высокомолекулярное нефтяное сырье в бензиновые и дизельные компоненты моторного топлива и газы, представляющие интерес в качестве нефтехимического сырья.
Сырьем процесса крекинга являются вакуумные дистилляты, получаемые при вакуумной перегонке мазута, атмосферные газойли, мазуты, газойли коксования, висбрекинга, кубовые остатки гидрокрекинга, комбинации перечисленных потоков, их смеси с растительным сырьем и др.
В зависимости от типа сырья и назначения процесса существенно различаются конструкционные особенности аппаратов, используемые катализаторы. Так, например, вовлечение в переработку тяжёлого нефтяного сырья способствует усиленному коксообразованию, что приводит к повышению температуры катализатора на стадии регенерации. Поэтому в случае переработки утяжеленного нефтяного сырья для регулировки теплового баланса системы целесообразно использование многоступенчатой регенерации (RCC, R2R), холодильников для катализатора (технологии HOC), улучшенной системы контактирования сырья и катализатора (MSCC) и пр.
В России сегодня широкое внедрение получили установки каталитического крекинга с лифт-реактором и использованием микросферических цеолитсодержащих катализаторов отечественных и зарубежных производителей различных марок.
Модификация катализаторов различными добавками при оптимизации его состава с учетом специфики перерабатываемого сырья позволяет гибко реагировать на потребности рынка. Применение NEKTOR™ FCC Catalyst, REpLaCeR™ FCC Catalyst, GENESIS® FCC Catalyst, ACHIEVE® FCC Catalyst, Borotec™, BoroCat™, Defender™, Fortress™ NXT, Flex-Tec®, Endurance, AMBER ™, GRANITE™, Upgrader ™ обеспечивает увеличение селективности и поддержание активности в течение длительного периода эксплуатации, в том числе устойчивых к металлам.
Для максимизации выхода и октанового числа бензина используют каталитические композиции марок (ALCYON® FCC Catalyst, AURORA® FCC Catalyst, IMPACT® FCC Catalyst, NADIUS™ FCC Catalyst, Aegis™, NaphthaMax, Авангард (АО «Газпромнефть-ОНПЗ»), Октифайн (ООО «КНТ групп») и др.), адаптированных к составу перерабатываемого сырья.[3-5],
В виду растущей потребности в дизельном топливе широкое применение, особенно в странах Европы и Америки, получили катализаторы для максимизации выхода средних дистиллятов (DieseliseR™ FCCCatalyst, MIDAS® FCCCatalyst, NaceR™ FCCCatalyst, ResidCrackeR™ FCCCatalyst, Boroflex™, Aegis™, Stamina™, HDXtra™, UPGRADER ™ MD, AMBER ™ MD). В работе [6] предложена усовершенствованная система крекинга углеводородов направленная на максимизацию производства среднего дистиллята (примерно 150–380 °C). Конструктивно особенностью установки является использование одного устройства для многоступенчатой регенерации катализатора и двух лифт-реакторов для крекинга углеводородного сырья на частично регенерированном катализаторе (атмосферные, вакуумные газойли, их смеси с остаточным сырьем и др.) и рециркулированного сырья на полностью регенерированном катализаторе (кубовые продукты, полученные из первого лифт-реактора) соответственно.
Для обеспечения высокого выхода легких алкенов значительное число исследований направлено на максимизацию выхода пропилена [7,8] (PMC™ FCC Catalyst, ProtAgon™ FCC Catalyst, MaximumPropyleneSolution (MPS), AFX ™, бутилена (Fourte™, Action®), а также снижения содержания серы в продуктах в связи с ужесточением экологических требований к моторному топливу (SuRCA® FCC Catalyst). Добавка на основе цеолита ZSM-5 способствует увеличению выхода легких алкенов вследствие малой скорости массопереноса водорода, т.е. минимизируется насыщение молекул олефинов и усиливается крекинг алкенов в газы. Присутствие цеолита ZSM-5 снижает действие реакции переноса водорода и способствует изомеризации как алкенов, так и алканов, кроме этого, н-алканы при крекинге подвергаются ароматизации [9].
Учитывая постоянно изменяющиеся потребности рынка, гибкость, используемых в промышленности технологий, обеспечивает непрерывная корректировка технологических режимов эксплуатации катализаторов.
Поэтому в настоящее время в нефтепереработке и нефтехимии остро назрела потребность в интеллектуализации производства на базе новых цифровых технологий, которая основана на создании и масштабном применении математических моделей реакторных процессов, построенных на основе физико-химических закономерностей превращений углеводородов, а значит, обладающих прогностическим потенциалом при переходе на другой тип сырья и катализатора или изменении технологических условий.
Системный анализ и математическое моделирование химико-технологических процессов является базой для создания передовых цифровых технологий и фундаментальных математических моделей в области переработки углеводородного сырья, направленных, в конечном итоге, на повышение эффективности вновь создаваемых и действующих производств.
Кроме того, создание фундаментальных математических моделей процессов глубокой переработки вакуумных газойлей в высокооктановые бензины, дизельное топливо и ценные газы экономически целесообразно в связи с трудностью проведения экспериментов на крупнотоннажных предприятиях. Прогнозирование работы реальной промышленной установки при изменении параметров процесса должно основываться на фактических данных работы установки и эксплуатации катализаторов. Математические модели являются мощным инструментом, который позволяет учитывать различие активности, селективности и стабильности промышленных катализаторов по численным значениям констант скоростей протекания реакций [10-17].
В статье показано основные этапы и направления использования математической модели процесса каталитического крекинга. Применение модели обеспечивает прогнозирование режимов работы лифт-реактора для увеличения выхода целевых продуктов крекинга с учетом состава сырья и кинетических закономерностей процесса с использованием различных катализаторов крекинга. Вместе с этим с применением модели возможно прогнозировать целесообразность вовлечения в переработку сырья различного состава.
Характеристика объекта исследования
Установка каталитического крекинга вакуумного дистиллята предназначена для переработки высокомолекулярного нефтяного сырья в следующие продукты: сухой газ, пропан-пропиленовая фракция, бутан-бутиленовая фракция, бензиновая фракция, легкий газойль (фр. 195-340 °С), тяжелый газойль (фр. более 340 °С) и кокс, используемый для обеспечения теплового баланса работы реакторно-регенераторного блока (рисунок 1).

Рисунок 1 – Реакторно-регенераторный блок каталитического крекинга
В качестве катализатора на установке используют микросферический катализатор с насыпной плотностью 0,872-0,877 г/см3 и объемом пор 0,419–0,423 см3/г, активность катализатора не менее 72–76 %.
Оптимизация работы установок каталитического крекинга является многофакторной задачей, поскольку тепловой баланс системы реактор–регенератор обеспечивается при сгорании кокса, осажденного на катализаторе в ходе реакционного процесса, и определяется характеристиками перерабатываемого сырья и катализатора и технологическими режимами работы аппаратов.
Созданная коллективом Томской научной школы методология предполагает проведение исследований по следующей цепочке: неравновесная термодинамика – кинетика – реактор – технологическая схема–база данных и база знаний–интеллектуальная компьютерная система [12-20].
Математическое моделирование
Построение адекватной математической модели основано на комплексном подходе припроведении лабораторных, численных и экспериментальных исследований сырья, продуктов и катализаторов крекинга, обеспечивающих установление и учет характеристик и состава перерабатываемого сырья, термодинамических и кинетических закономерностей реакций в лифт-реакторе с участием высокомолекулярных углеводородов, а также закономерностей изменения активности катализатора.
Сегодня актуально создание математической модели, пригодной для прогнозирования состава бензина, кокса и газов крекинга, как с точки зрения оптимизации процессов компаундирования бензинов, так переработки сырья по нефтехимическому варианту.
В основе модели положены кинетические уравнения, записанные на основании разработанной схемы превращений углеводородов, что обеспечивает учет состава сырья и особенностей применяемых катализаторов при прогнозировании выхода и состава продуктов крекинга.
Комплекс исследований с использованием лабораторной базы ТПУ и теории функционала плотности DFT [17] обеспечили создание формализованного описания механизма реакций крекинга (Рисунок 2), что позволило упростить математическое описание сложного многокомпонентного процесса.
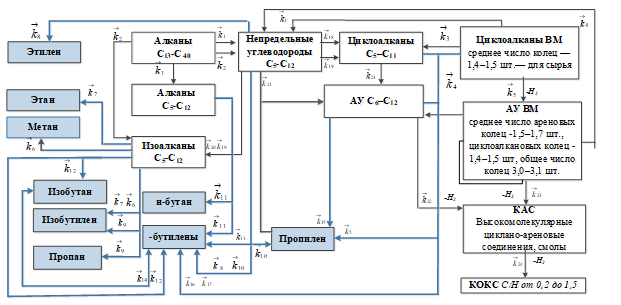
дополненная реакциями, приводящими к образованию газов крекинга
Разработанная ранее формализованная схема превращений углеводородов в процессе каталитического крекинга [19], ориентированная на прогнозирование группового состава бензиновой фракции, содержания ППФ (пропан-пропиленовая фракция) и ББФ (бутан-бутиленовая фракция) в жирном газе и кокса дополнена реакциями образования индивидуальных компонентов газов крекинга. Схема учитывает первичные и вторичные реакции крекинга, приводящие к образованию бензина крекинга и газовых компонентов, являющихся ценным сырьем для нефтехимической промышленности, а также реакций, приводящих к коксообразованию, что обеспечивает прогнозирование количества кокса и учет дезактивации катализатора при моделировании процесса.
Mатематическая модель представлена системой обыкновенных дифференциальных уравнений материального и теплового баланса реактора идеального вытеснения, поскольку скорость газа (~3,2–9,2 м/с) значительно превышает скорость, достаточную для взвешивания твердых частиц, величина диффузионного критерия Пекле →∞.
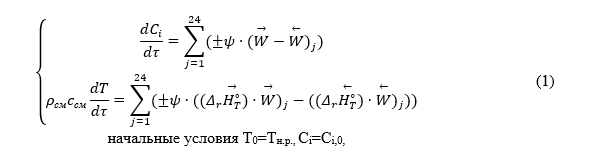
Разработанная модель процесса каталитического крекинга учитывает изменение углеводородного состава перерабатываемого сырья, обратимую и необратимую дезактивацию катализатора [20], а также основные параметры технологического режима работы лифт-реактора. Модель обладает высоким прогностическим потенциалом в отношении выхода и состава продуктов, поскольку учитывает основные реакции превращений углеводородов с образованием групповых компонентов бензина, индивидуальных компонентов газа крекинга и кокса.
Ниже представлены основные направления использования математической модели, как инструмента для прогнозирования и оптимизации действующих производств.
Оценка целесообразности вовлечения различных видов сырья
Применение модели позволяет прогнозировать показатели (выход продуктов, режим) промышленной установки каталитического крекинга при вовлечении в переработку различных видовсырья и сделать заключение о возможности их переработки. Было исследовано влияние трех видов сырья на выход и состав продуктов крекинга и кокса при прочих равных условиях:
- ВД-ЗС – вакуумный газойль из западно-сибирской нефти;
- ВД-ЗС+КАЗ – вакуумный газойль из смеси казахстанской и западно-сибирской нефти;
- ВД+ОС – смесь вакуумного газойля с остаточным сырьем (экстракты, гачи).
Таблица 1 – Физико-химические показатели и состав сырья для расчетов по модели
|
Свойство, состав |
ВД-ЗС |
ВД-КАЗ+ЗС |
ВД+ОС |
|
Плотность при 15 ºС, г/см3 |
0,9052 |
0,8925 |
0,913 |
|
Содержание насыщенных углеводородов, % мас. |
58,6 |
63,9 |
60,2 |
|
Содержание ароматических углеводородов, % мас. |
38,6 |
33,5 |
32,6 |
|
Содержание спиртобензольных смол, % мас. |
2,8 |
2,6 |
7,2 |
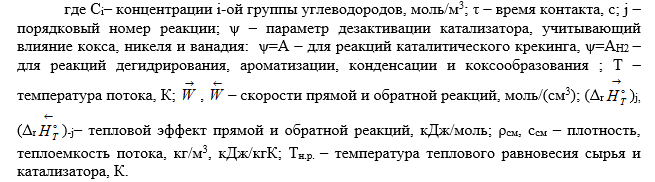
Результаты прогнозных расчетов представлены на рисунке 3
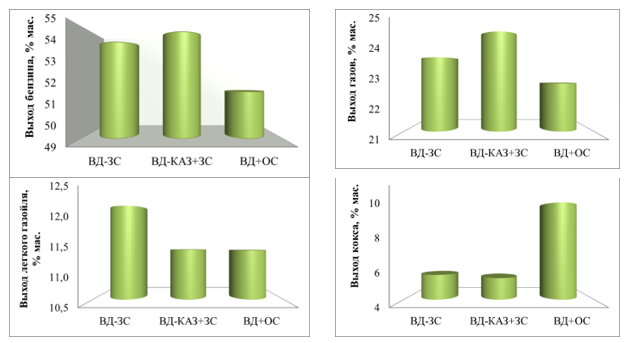
Рисунок 3 – Прогнозирование выхода продуктов при переработке сырья различного состава
На основании результатов прогнозных расчетов определено, чтововлечение в переработку вакуумного газойля из смеси казахстанской и западно-сибирской нефти обеспечивает наибольший выход бензина и газов крекинга (54,7 и 24,8 % мас.) с высоким октановым числом (92.7 п.).
Вакуумный дистиллят из западно-сибирской нефти характеризуется большим содержанием ароматических углеводородов и также обеспечивает высокий выход бензина (54,1 % мас.), при этом является также более благоприятным для производства дизельной фракции (12,3 % мас.). Октановое число бензина составило 93,5 п. Выход кокса составляет 5,6 и 5,4 % мас.
Вовлечение в переработку смеси вакуумного газойля и остаточного сырья (ВД-ОС) является нецелесообразным, поскольку наблюдается усиленное коксообразование на катализаторе (выход и содержание на катализаторе кокса составляет 10,4 и 1,14 % мас.), превышающие допустимые значения для рассматриваемой установки вследствие высокого содержания смолистых компонентов (7,2 % мас.), которые с высокой скоростью конденсируются с образованием коксовых структур и практически не крекируются в условиях каталитического крекинга. Увеличение дезактивации катализатора существенно снизило выход бензиновой фракции – 51,5 % мас. Снижение расхода шлама не обеспечит существенного снижения коксовой нагрузки на регенератор. С целью углубления переработки нефти целесообразно проведение прогнозных расчетов по модели для определения оптимального количества остаточного сырья в составе сырья крекинга.
Прогнозирование выхода продуктов с промышленной установки при замене каталитической системы
Применение математической моделипозволяет прогнозировать выход и состав продуктов крекинга с учетом изменения активности и кинетических закономерностей различных катализаторов по численным значения констант скоростей реакций.Характеристика катализаторов представлена в таблице 3, расчеты проведены при прочих равных условиях.
Таблица 3 – Характеристика катализаторов крекинга
|
Характеристика |
КАТ-1 |
КАТ-1 |
|
Насыпнаяплотность, г/см3 |
0,872–0,877 |
0,720–0,790 |
|
Объемпор, см3/г |
0,419-0,423 |
0,454–0,486 |
|
Активность, не менее |
72–76 |
75–78 |
Прогнозные расчеты (Рисунок 4) показали, что состав катализатора КАТ-1 обеспечивает снижение скоростей первичных реакций процесса (k=0.67–0,82 отн ед.), а также переноса водорода (0,83-0,91 отн.ед) и увеличение вторичных реакций крекинга с образованием газовых компонентов. Вследствие интенсивного протекания реакций вторичного крекинга (k=1.05–2.95 отн. ед.), выход бензина существенно ниже (55 % мас.), относительно КАТ-2 (61,7 % мас.), при этом его состав более обогащен алкенами за счет снижения реакций переноса водорода, увеличение содержания ароматических углеводородов обусловлено быстрым протеканием реакций диенового синтеза (k=2.11 отн. ед).
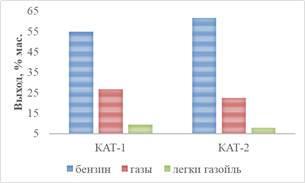
на выход целевых продуктов установки каталитического крекинга
В свою очередь, КАТ-2 является наиболее благоприятным для производства бензина, снижая перекрекинг и выход газовых компонентов.Замена каталитической системы на КАТ-2 обеспечит увеличение выхода бензина при снижении производства газов крекинга.
Прогнозирование выхода и состава продуктов при изменении основных параметров процесса
Основными параметрами технологического режима, обеспечивающими тепловой режим работы лифт-реактора являютсятемпература и расходы сырья, водяного пара, регенерированного катализатора, влияя на температуру процесса, время контакта катализатора исырья и степень его превращения.
На тепловой режим работы реакторного блока оказывает влияние состав перерабатываемого сырья, определяя интенсивность реакций коксообразования и температуру катализатора после стадии регенерации.
С применением модели возможно оценить влияние температуры и расхода сырья, регенерированного катализатора и кратности его циркуляции на температуру крекинга, выход и состав продуктов при прочих равных условиях (рисунок 5). Расчеты выполнены для сырья ВД-ЗС+КАЗ с соотношением насыщенных углеводородов, ароматических углеводорооодв и смол равным 0,73 п.С увеличением температуры регенерированного катализатора с 630 до 710 С и кратности его циркуляции с 4 до 10 тнкат/тнсырья значительно возрастает температура крекинга с 481 до 550 °С, влияя на выход и состав продуктов.
В зависимости от температуры регенерированного катализатора на производстве осуществляют оптимизацию параметров режима работы лифт-реактора путем корректировки параметров кратности циркуляции и температуры сырья с учетом его расхода,определяемым в зависимости от экономических параметров нефтезавода и существующих на установке ограничений.

|
Рисунок 5 – Влияние температуры регенерированного катализатора и кратности его циркуляции, температуры и расхода сырья, кратности циркуляции катализатора и температуры сырья на температуру крекинга |
Влияние температуры крекинга на выход продуктов и состав бензина представлено на рисунках6, 7 (при прочих равных условиях с использованием катализатора КАТ-1).

Рисунок 6 – Влияние температуры крекинга на выход продуктов

Рисунок 7 – Влияние температуры крекинга на расход компонентов бензина и его октановое число
Прогнозные расчеты показали, что увеличение температуры процесса с 500 до 545 °С способствует увеличению выхода газов крекинга (1,65–5,21 % мас. – сухой газ,2,78–11,07 % мас. – ППФ и 5,35–20,29 % мас. – ББФ) и кокса (2,86–7,65 % мас.).
Для выхода бензиновой фракции и октанового числа характерно наличие экстремума (55,0 % мас., 92,8 п. – для ВД-ЗС+КАЗ и 54,6 % мас. и 94 п – для ВД-ЗС), причем важно учитывать, что температура достижения максимального количества бензина изменяется в зависимости от состава сырья (532 и 535 °С).
Таким образом, выход и октановые характеристики бензина могут быть увеличены путем оптимизации температуры крекинга, принимая во внимание интенсивность коксообразования. При этом в области высоких температур существенным ограничением является усиленное коксообразование на катализаторе. Для увеличения выхода легкого газойля (до 23,7 и 25,8 % мас.) требуется снижение температуры крекинга до 515,8 и 514,6 С – для ВД-ЗС+КАЗ и ВД-ЗС с учетом требуемого для обеспечения теплового баланса минимального выхода кокса.
Изучение механизма и кинетических закономерностей протекания каталитических реакций в промышленных условиях с использованием методов математического моделирования представляет собой в настоящее время базовое направление фундаментальных исследований в области каталитических процессов. Создание методологических основ моделирования сложных процессов нефтепереработки на основе сведений о кинетике и термодинамике реакторных процессов, в частности, на основе фундаментальных математических моделей является весьма интересной и важной научно-практической задачей. Новые математические модели нестационарных процессов глубокой переработки нефти в качественные нефтепродукты находится в русле решения задач в рамках направления Н1 Стратегии НТР РФ.
По существу разработанная математическая модель каталитического крекинга, представляет собой цифровой двойник промышленной технологии глубокой переработки нефти, который построен на основе физико-химических закономерностей превращений высокомолекулярных углеводородов и индивидуальных компонентов бензиновой фракции и газов крекинга, а также учитывает нестационарность промышленного технологического процесса, вызванную динамическим изменением углеводородного состава перерабатываемого сырья и дезактивацией каталитических систем. Применение такого цифрового двойника позволяет повысить ресурсоэффективность промышленного производства и проводить большое число исследований по подбору оптимального состава сырья процесса, катализатора и технологических режимов для увеличения выхода целевых продуктов. Преимуществом разрабатываемых в ТПУ моделей является их высокая адаптивность под катализаторы и технологические задачи нефтеперерабатывающих предприятий.
Литература:
1. Проект энергостратегии российской федерации на период до 2035 года [Электронный ресурс] / Министерство энергетики Российской федерации. – Режим доступа: https://minenergo.gov.ru/node/1920.
2. Н.К. Кондрашева, А.А. Бойцова, Переработка тяжелой нефти // Neftegaz.ru. 26.04.2016 г.
3. Микросферический катализатор крекинга "октифайн" и способ его приготовления [Текст] : пат 2 522 438 Рос. Федерация : МПК7 B01J 29/16,B01J 37/04, B01J 37/08 / Бодрый А.Б. [и др.] ; заявитель и патентообладатель Общество с ограниченной ответственностью ООО "Компания "Новые технологии". – № 2012139911/04 ; заявл. , 18.09.2012; опубл. 10.07.2014, Бюл. № 19. – 7 c. – ил.
4. А.Б. Бодрый, И.Ф. Усманов, Н.С. Карпов, Г.Ф. Гариева, Разработка каталитических систем для установок каталитического крекинга с псевдоожиженным слоем катализатора и опыт их промышленной эксплуатации [Электронный ресурс] // Химическая техника. – 2014. – №8.
5. В. П. Доронин, П. В. Липин, Т. П. Сорокина, Влияние условий проведения процесса на состав продуктов при традиционном и глубоком каталитическом крекинге нефтяных фракций/ // Катализ в промышленности. – 2012. – №1. – С. 27 – 32.
6. Способ максимального получения дистиллята на установках флюидкаталитического крекинга (УФКК) [Текст] : пат. 2606971 Рос. Федерация : МПК7 C07C 4/06, C10G 11/18 / ГБОРДЗОЕ Е. [и др.] ; заявитель и патентообладатель ТЕКНИП ПРОЦЕСС ТЕКНОЛОДЖИ, ИНК. – № 2014113203 ; заявл. 15.11.2012 ;опубл. 10.01.2017, Бюл. № 36. – 5 c. – ил.
7. Глотов, А.П. Обессеривающие добавки к катализаторам крекинга нефтяного сырья: дис.… канд. хим. наук: 02.00.13. / Глотов Александр Павлович. – М., 2016. – 150 с.
8. O. V. Potapenko, V. P. Doronin, T. P. Sorokina. V. P. Talsi, V. A. Likholobov, Transformations of thiophene compounds under catalytic cracking conditions // Applied Catalysis B: Environmental. – 2012. –Vol. 117–118.– P. 177 –184.
9. J. R. Anderson, К. Foger, Т. Mole, R. A. Rajadhyaksha, J. V. Sanders, Reactions on ZSM-5-type zeolite catalysts // Journal of Catalysis. – 1979. – Vol. 58, № 1. – P.114–130.
10. J.L. Fernandes, L.H. Domingues, C.I.C. Pinheiro, N.M.C. Oliveira, F.R. Ribeiro, Influence of different catalyst deactivation models in a validated simulator of an industrial UOP FCC unit with high-efficiency regenerator // Fuel. – 2012. – Vol. 97. – P. 97-108.
11. R. Palos, A. Gutiérrez, M.L. Fernández, D. Trueba, J. Bilbao, J.M. Arandes, Upgrading of heavy coker naphtha by means of catalytic cracking in refinery FCC unit // Fuel. Process. Technol. – 2020. – vol. 205. –106454.
12. G.F. Froment, On fundamental kinetic equations for chemical reactions and processes // Current Opinion in Chemical Engineering. – 2014. Vol. 5. – P. 1-6.
13. G. Félix, J. Ancheyta, Using Separate Kinetic Models to Predict Liquid, Gas, and Coke Yields in Heavy Oil Hydrocracking // Ind. Eng. Chem. Res. – 2019. – Vol. 58 (19). P. 7973-7979.
14. A. Vorobev, E. Khlebnikova, Modelling of the rise and absorption of a fluid inclusion // International J.Heat Mass Transfer. – 2018. Vol. 125. –P. 801-814.
15. Y. Du, L. Sun, A.S. Berrouk, C. Zhang, X. Chen, D. Fang, W. Ren, Novel Integrated Reactor-Regenerator Model for the Fluidized Catalytic Cracking Unit Based on an Equivalent Reactor Network // Energy and Fuels. – 2019. – Vol. 33(8). – P. 7265–7275.
16. W. Song, V. Mahalec, J. Long, M. Yang, F. Qian, Modeling the Hydrocracking Process with Deep Neural Networks // Ind. Eng. Chem. Res. – 2020. – Vol. 59 (7). – P. 3077–3090.
17. V. Chuzlov, G. Nazarova, E. Ivanchina, E. Ivashkina, Increasing the economic efficiency of gasoline production: Reducing the quality giveaway and simulation of catalytic cracking and compounding // Fuel. Process. Technol. – 2019. – Vol.196. – P.106139.
18.E. D. Ivanchina, E.N. Ivashkina, V.A. Chuzlov, N.S. Belinskaya, A.Y. Dementyev, Formation of the component composition of blended hydrocarbon fuels as the problem of the multi-objective optimization. Chem. Eng. J. 383 (2020) 121283.
19. E. Ivanchina, E. Ivashkina, G. Nazarova, Mathematical modelling of catalytic cracking riser reactor // Chem. Eng. J. – 2017. – Vol. 329. –P. 62-274.
20. G. Nazarova, E. Ivashkina, E. Ivanchina, A. Oreshina, I. Dolganova, M. Pasyukova, Modeling of the catalytic cracking: Catalyst deactivation by coke and heavy metals
// Fuel Process. Technol. – 2020. – Vol. – P. 106318.
Keywords: catalytic cracking, feedstock composition, kinetics, catalyst, process conditions, gasoline, cracking gases, light gas oil



