

В настоящее время для очистки углеводородных газов от сероводорода в газовой и нефтяной промышленности в основном применяют хемосорбционные процессы с использованием водных растворов алканоламинов [1]. Типовая схема устройства для аминовой очистки газа состоит из абсорбционной колонны, где происходит очистка газа, десорбера, в котором происходит процесс регенерации насыщенного абсорбента, а также из вспомогательного оборудования для обеспечения технологической связи и рациональности процесса [2]. Недостатком указанной схемы устройства аминовой очистки газа является потеря паров воды и алканоламина с очищенным газом, что повышает эксплуатационные расходы.
Предлагаемое решение
Реализация ресурсосберегающей технологии связана с необходимостью усовершенствования устройства для аминовой очистки газа, позволяющего снизить потери паров амина и воды за счет охлаждения при дросселировании [4].
Предлагается для эффективной работы устройства аминовой очистки газа по сокращению потерь алканоламина и паров воды охлаждать очищенный производственный газ и конденсировать пары воды и алканоламина без применения дорогостоящего дополнительного холодильного оборудования с внешним хладагентом (рисунок 1). В качестве аминового абсорбента использовался моноэтаноламин (МЭА).
Очистку предлагается осуществлять следующим образом: очищаемый производственный газ (I) отделяют от углеводородного конденсата и воды (II) в трехфазном сепараторе очищаемого газа 1, смешивают с частью регенерированного абсорбента (III) в смесителе 2 и подают в низ абсорбера 3. При этом на распределительное устройство верхней секции абсорбера подают деминерализованную воду (IV) в количестве, необходимом для компенсации потерь воды с кислым газом и сохранения рабочей концентрации абсорбента, а на распределительное устройство нижней секции абсорбера подают другую часть регенерированного абсорбента (III), при этом в тепло-массообменный блок через верхний патрубок подают хладагент (V) для поддержания оптимальной температуры процесса.
Очищенный производственный газ (VI) подают через дроссель 4 в низкотемпературный сепаратор 5, где происходит разделение на очищенный газ (VI (А)), который выводят с установки, и разбавленный раствор МЭА (VII). Насыщенный абсорбент (VIII) проходит редукционный клапан 6, смешивается с водой (II) и с разбавленным раствором МЭА (VII), а полученный насыщенный абсорбент (VIII(А)) подают на распределительное устройство средней тепло-массообменной секции десорбера 7. В нижний патрубок десорбера 7 подают теплоноситель (IX) для поддержания температуры десорбции в низу десорбера. С целью использования тепла нагретого регенерированного абсорбента для отпарки кислых газов и охлаждения регенерированного абсорбента, с низа десорбера 7 насосом 8 нагретый регенерированный абсорбент (X) подают в тепло- массообменный блок средней секции через нижний патрубок. Регенерированный абсорбент (III) направляют в абсорбер 3, при этом часть абсорбента пропускают через устройство 9 для очистки от продуктов разложения и направляют вместе с балансовой частью абсорбента на предварительную абсорбцию в смеситель 2. Отпаренный кислый газ (XI) перед выводом с установки, с целью конденсации паров амина и воды, охлаждают в верхней тепло-массообменной секции десорбера 7 хладагентом (V), который подают в тепло-массообменный блок через верхний патрубок.
За счет перепада давлений в дросселе 4 понижается температура очищенного газа, без использования внешнего хладагента. После охлаждения в устройстве 4 газ поступает в низкотемпературный сепаратор 5, где из потока газа отделяются сконденсировавшийся водный раствор моноэтаноламина VII. Отсепарированный газ (VI (А)) из сепаратора 5 подается в газопровод потребителю. Жидкая фаза VII (водный раствор моноэтаноламина) из низкотемпературного сепаратора 5 смешивается с насыщенным абсорбеном (VIII) и водой (II), а затем смесь подается в десорбер 7, где регенерируется водный раствор МЭА. Это позволяет снизить потери МЭА с очищенным газом.
Эффективность данной ресурсосберегающей технологии с использованием низкотемпературной сепарации (НТС) зависит от состава очищенного газа, температуры и давления в низкотемпературном сепараторе. Чем ниже температура НТС при изоэнтальпийном расширении и чем больше содержание в исходном газе МЭА и воды, тем больше степень извлечения последних. Процесс ограничивается температурой максимальной конденсации МЭА и воды. Дальнейшее снижение температуры при изоэнтальпийном расширении энергетически нецелесообразно.
Расчеты
Согласно предлагаемой схеме были проведены теоретические расчеты. Расчеты проводились с целью подтверждения сокращения потерь паров МЭА и воды с очищенным газом, что влияет на эффективность процесса и может снизить эксплуатационные затраты.
В расчетах применялись различные соотношения давления при изоэнтальпийном расширении очищенного газа, при которых достигаются наилучшие показатели по сокращению потерь паров растворителя и воды с очищенным газом.
При расчетах процесса сероочистки в качестве поглотительного раствора в процессе очистки используется 15%-ный водный раствор МЭА при относительно высоких расходах исходного газа, чтобы оценить максимально возможные потери растворителя. В таблице 1 представлены параметры технологического режима работы абсорбера и десорбера, согласно которым проводился теоретический расчет ресурсосберегающей технологии с использованием низкотемпературной сепарации (НТС). Параметры технологического режима работы абсорбера и десорбера должны обеспечивать нормативные значения по содержанию кислых компонентов в очищенном газе. 
Реализация каждого рассматриваемого варианта теоретического расчета процесса очистки МЭА представлены в таблицах 2 и 3 при расходе исходного газа 1766 т/ч и 3531 т/ч соответственно.

Из таблиц 2 и 3 следует, что предлагаемый способ при указанных параметрах исследования очистки газа МЭА обеспечивает нормативно-технические показатели по содержанию кислых компонентов (H2S, CO2).
Результаты расчета конденсации и выделения раствора амина при изоэнтальпийном расширении очищенного газа представлены в таблице 4 при расходе 1705 т/ч и в таблице 5 при расходе 3411 т/ч.
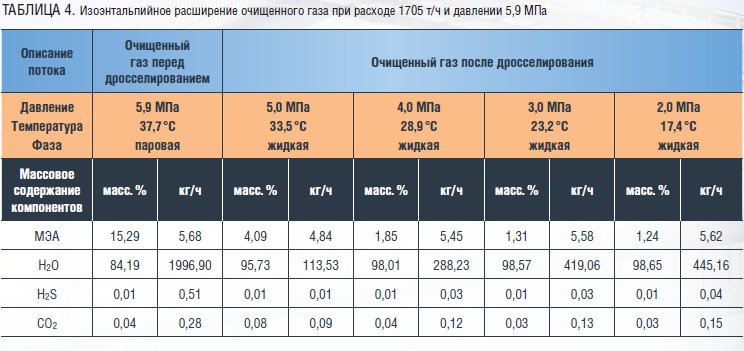
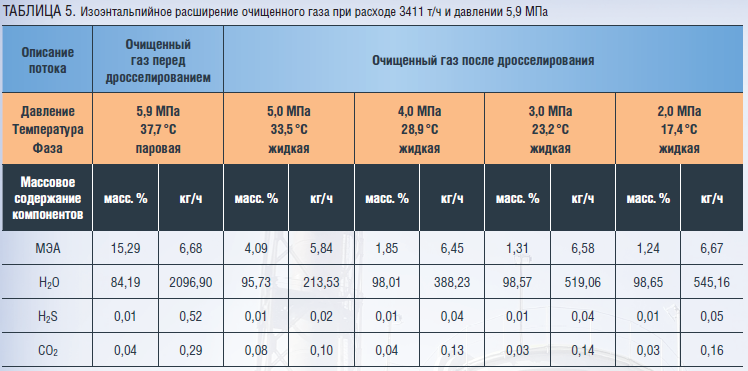
Согласно представленным таблицам 4 и 5 процесс НТС с изоэнтальпийным расширением очищенного газа был исследован при давлении 5,0 МПа, 4,0 МПа, 3,0 МПа и 2,0 МПа. Переход МЭА и воды из паровой фазы в жидкую фазу в максимальном количестве происходит при давлении 2,0 МПа и температуре 17,4 °С.
При давлении 2,0 МПа и температуре 17,4 °С предлагаемый способ позволяет получить максимальное добавочное количество МЭА 5,62 т/ч и воды 0,445 т/ч (при расходе очищенного газа 1705 т/ч) и МЭА 6,67 т/ч и воды 0,545 т/ч (при расходе очищенного газа 3411 т/ч), что обеспечивает значительное ресурсосбережение.
Заключение
Ресурсосберегающая технология с использованием НТС с изоэнтальпийным расширением газа позволяет охлаждать очищенный газ и конденсировать пары МЭА и воды, входящие в его состав, с извлечением разбавленного водного раствора МЭА, который далее используют для подпитки насыщенного абсорбента. Конденсация паров МЭА и воды очищенного производственного газа в низкотемпературном сепараторе путем охлаждения дросселированием до температуры конденсации позволяет снизить потери МЭА и воды, что обеспечивает ресурсосбережение. Смешивание разбавленного водного раствора МЭА, полученного в низкотемпературном сепараторе при конденсации паров воды и МЭА, с насыщенным абсорбентом образует насыщенный абсорбент, который направляют в десорбер для очистки от кислых газов H2S и CO2 (на регенерацию). Регенерированный абсорбент далее можно использовать для аминовой очистки производственного газа. Смешивание (подпитка) абсорбента проводится с учетом сохранения рабочей концентрации регенерированного абсорбента и материального баланса процесса аминовой очистки производственного газа.
Таким образом, из представленных результатов расчета следует, что предлагаемая схема с ресурсосберегающей технологией позволяет эффективно очищать углеводородный производственный газ от кислых компонентов, что обеспечивает значительное сокращение потерь раствора МЭА. Предлагаемая схема может быть использована для предпроектных исследований и мониторинга существующих установок, где применяются разные типы алканоламинов.



