

Масштабное судостроение – это фактор не только экономический, но и фактор обороноспособности. Если судостроение может построить 4 корабля в год и 36 гражданских заказов, то, в случае необходимости оно построит 40 кораблей в год. Это не только вектор силы, но возможность обеспечения контроля всей океанской логистики и контроля всего околоземного космического пространства.
Перед Россией стоит задача обеспечение 60% морских перевозок собственных грузов отечественным морским транспортом. Это потребует прироста дедвейта на ~135 млн.т. до 2031 г. Значит надо наращивать российский коммерческий флот примерно на 12 – 13 млн.т DWT в год. Такой объём строительства требует металлопереработки в судостроении 2 – 3 млн.т/год.
ССК «Звезда» нарастит своё производство до 300 т.т год переработки металла и имеет потенциал выхода до 500 т.т./год. Все остальные российские верфи способны сегодня на 400 т.т/год. Итого «сегодняшняя» цифра 900 т.т/год металлопереработки в российском судостроении. Дефицит 1 – 2 млн.т.
Это не значит, что надо построить ещё верфей ~ в два раза больше, чем сейчас. Это значит, что надо поднять производительность труда с текущего уровня ~300 ч.час/т.металлопереработки, до 30 ч.часов – среднего уровня производительности на европейских верфях. В этом случае мы полностью обеспечиваем решение внутренних задач и выходим на мировые рынки.
Структура трудоёмкости строительства судов коррелирует с циклом строительства (см. рисунок 1)
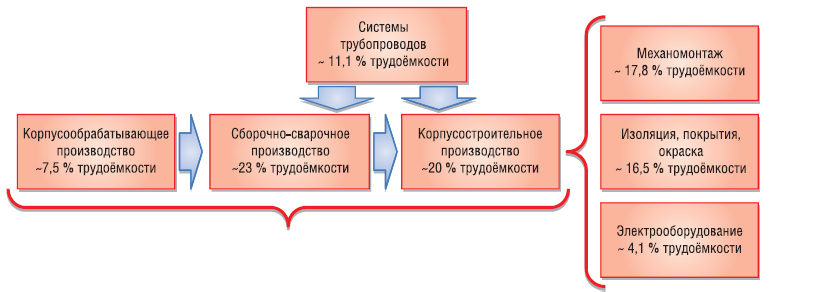
Рис.1 Примерная структура трудоёмкости судостроения
Металлопереработка (Σ = 61,6% трудоёмкости постройки) определяет эффективность верфи. Корпус является вытягивающим звеном для поставщиков и подрядчиков.
Очевидно, что сумма технологии должна отображать структуру трудоёмкости судна в постройке. Каков набор современных технологий, которые
1. Цифровая полнота и единство. Верфь должна работать в едином информационно-производственном пространстве (ЕИПП): и верфь, и КБ работают с одной 100% моделью судна. Не ухожу в детали и сложности, они есть, но весь набор программных продуктов и компетенций для полного внедрения ЕИПП присутствует. Немножко воли и мы получим полное внедрение.
2. Точное измерение – точное управление. ЕИПП подразумевает непрерывное обеспечение единства конструкторской 3D – модели и строящегося Заказа. Это достигается с помощью современных средств судометрики (см. рисунок 2)

Рисунок 2. Технология обеспечения единства конструкторской модели и реального объекта в постройке (использованы наработки А.Ю. Спиридонова АО «ПО «Севмаш»)
Нет никаких препятствий или белых пятен для внедрения данных технологий и получения роста производительности более, чем на 25%.
3. Стандартизация и унификация. Обеспечение единства для ЧПУ, программ раскроя, производственной документации, нормативно-технической базы позволяет резать металл на строительство Заказа не последовательно на одной верфи, а параллельно, на нескольких верфях по кооперации. Это позволяет сократить цикл резки металла в 3 – 5 раз. Резательные комплексы верфей СЗФО загружены не более, чем на 10% и способны нарезать 1 млн.т металла в год уже сейчас.
4. Точность резки заготовок – путь к роботизации в судостроении и обязательное условие для применения современных сварочных технологий. Ниже (см. рисунок 3) предлагается технология обеспечения точности резательных машин независимо от их возраста и размера столов. Она реализуется за счёт организации обратной связи трекера и ЧПУ резательной машины. Управление резкой ведётся не по зубчатым рейкам и инкодерам, а по фактическому (геометрическому) положению режущего органа, которое определяется on-line, с точностью лучше 100 мкм.

Рисунок 3. Технология обеспечения прецизионной точности резки
5. Гибка больших листов. Сегодня, на больших размерениях, гибка листов практически невозможна. Сложные поверхности собирают из «мелкого» листа. Много сборочных операций, много нестыковок, много подгонки, много плазовой документации и шаблонов, много сварки. Мы предлагаем технологию фасеточной гибки (см. рисунок 4)

Рисунок 4. Фасеточная гибка листов (вплоть до 4500 х 18500 мм) для сложных обводов.
Лист загружается вертикально. Пуансон и матрица создаются по команде ЧПУ с помощью набора гидроцилиндров (см. рисунок 5). Данную технологию мы подсмотрели в авиационной промышленности и у азиатских судостроителей.
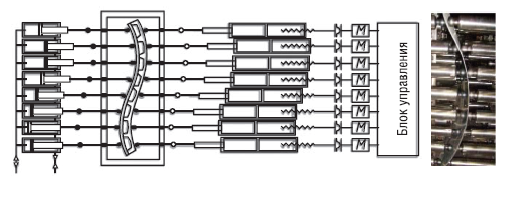
Рисунок 5. Принцип технологии фасеточной гибки.
Применение данной технологии в разы сокращает количество технологических операций и более, чем на порядок поднимает производительность труда при изготовлении сложных оконечностей корпуса.
6. Гибридная лазерно-дуговая сварка обеспечивает рост производительности более чем в 10 раз на 1 метр сварного шва. При этом себестоимость того же метра снижается более, чем в пять раз (см. рисунок 6).

Рисунок 6. Суть и преимущества ГЛДС
Но, самое, на наш взгляд, важное для судостроения, что данный вид сварки позволяет создавать крупногабаритные судовые конструкции очень точно, практически без влияния сварочных и тепловых деформаций.
7. Роботизированная сварка без программирования роботов. Технологии, разработанные в России (компания ABAGY), позволяют полностью роботизировать и автоматизировать операции подготовки кромок, сборочно-сварочных и обварочных операций для узлов, плоских и гнутых секций, деталей судокорпусного насыщения. Благодаря применению элементов искусственного интеллекта роботы способны, опираясь на конструкторскую 3D - модель работать без участия человека: выбирать нужные заготовки, выставлять их и прихватывать, обваривать собранную конструкцию. Рост производительности труда до 6 раз.
Детальное моделирование применения данной технологии к изготовлению балки весом 63 т (см. рисунок 7) показал возможность получения её себестоимости в 4 раза ниже, чем у китайских товарищей.

Рисунок 7. Балка 14,4 х 1,78 х 2,8 м; вес – 63 т; Сварных швов – 465 м;
Один роботизированный комплекс в состоянии за год «перелопатить» ~14000 т/год металлоконструкций.
Сочетание ГЛДС и роботизации повышает производительность корпусных работ существенно больше, чем в 10 раз.
8. Покрытия блоков. Алюминизированые покрытия, гарантирующие коррозионную стойкость, сокращают цикл покрасочных работ в 2 – 3 раза. Это пожаробезопасная технология. Нет необходимости перемещать блоки в покрасочную камеру и назад. Технология ремонтопригодна: покрытие повреждённое сваркой при монтаже различного насыщения легко восстанавливается на месте.
9. Насыщение блоков системами и оборудованием. Нами предложена технология пенал-палубного насыщения блоков (см. рисунок 8)

Рисунок 8. Технология насыщения блоков. (Использованы наработки КБ «Малахит»).
Работа по этой технологии позволяет до 90% насыщения провести в цехе, на уровне пола, в комфортных и нестеснённых условиях. Общий рост производительности труда в 5 - 10 раз.
10. Насыщение блоков трубопроводами. В настоящее время появилось достаточное количество бесфланцевых систем муфтовых соединений трубопроводов диаметром до 600 мм. Их применение снижает трудоёмкость монтажа судовых трубопроводов в 3 – 5 раз.
11. Насыщение судна блоками готовых помещений и надстроек. Нами предложена блочная технология строительства палуб и надстроек из самонесущих модулей (см. рисунок 9)

Рисунок 9. Технология насыщения блоков. (Использованы наработки швейцарской компании FASERPLAST COMPOSITES AG).
Работа по этой технологии позволяет до 90% строительства и насыщения помещений провести в цехе, на уровне пола, в комфортных и нестеснённых условиях. Общий рост производительности труда в 5 - 10 раз.
Мы показали основные технологические решения, которые позволяют реализовать принцип кооперационного строительства крупными интегрированными блоками точно в размер. Такой опыт применялся в СССР, применяется в ЕС (см. рисунок 10). Фрегат построен именно по такой распараллеленной схеме кооперационного строительства. Было задействовано несколько верфей в разных странах. Также не стоит забывать успешный кооперационный опыт крупноблочного строительства в РФ при строительстве Мистралей.

Рисунок 10. Кооперационное строительство крупными интегрированными блоками точно в размер.
Кооперационное строительство поднимает производительность труда в 2 – 3 раза.
12. Мобильные модульные логистические системы. Строительство крупными блоками не требует ежечасных грузовых операций с весами 1000 т и более. Беда всех тяжёлых кранов, что они 95 – 99% календарного времени либо простаивают, либо работают с ничтожными для них грузами.
Нами проработана технология работы с крупными тяжёлыми блоками по схеме суша – суша, вода – суша, суша – вода (см. рисунок 11).
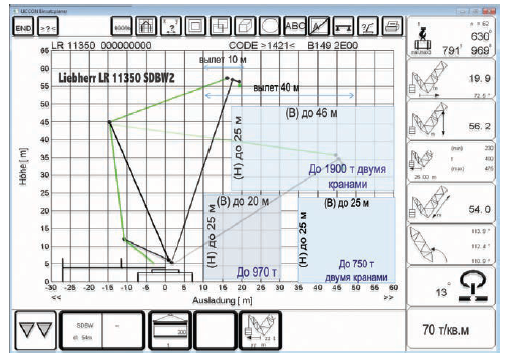
Рисунок 11. Технологические возможности работы с судовыми блоками кранами 1350 т.
Мобильный кран может совершить необходимые монтажные операции крупных блоков на одной верфи и затем разобран и перевезён на другую автотранспортом. Или заехать на понтон и поработать, как плавкран. Или перевезён на понтоне на другую верфь без разборки (Использованы наработки немецкой компании LIEBHERR). Очевидно, что эффективность использования в этом случае несопоставимо выше, по сравнению со стационарными Голиафами.
Перевозка блоков осуществляется на модульных транспортёрных системах (см. рисунок 12).

Рисунок 12. Модуль транспортёра грузоподъёмностью 334 т
Из этих модулей можно собрать транспортную платформу под любой блок, любых размеров и любого веса (cм. Рисунок 13).

Рисунок 13. Транспортирование блока
Платформа обладает способностью перемещаться в любую сторону и делать полный разворот практически на месте. Мы можем составлять любые конфигурации для любых перемещений блоков любых размеров и весов от 100 т до 30000 т
Блоки могут транспортироваться по воде буксировкой или на модульных понтонах типа «Атлант» (см. рисунок 14)

Рисунок 14. Модульная понтонная спусковая система типа «Атлант»
Мобильные гусеничные краны, модульные транспортёрные системы, модульные понтонные погружные системы идеально подходят для кооперационного строительства судов и кораблей в СЗФО. Они могут быть сосредоточены в одном юридическом лице – «Крупноблочная логистика» (Использована идея Е.В. Игошина).
Потребность в инвестициях для организации кооперационного строительства крупными интегрированными блоками точно в размер при этом сокращается в несколько раз, так как дорогую инфраструктуру не надо создавать отдельно на каждой верфи, она может и должна быть коллективного пользования.
13. Капитальные сооружения. Для работы мобильных гусеничных кранов и транспортёров нужны основания с несущей способностью до 70 т/кв.м. Мы нашли композитный бетон НТЦ Прикладных технологий
(ТУ 5769-035-91957749-2012)
- Плотность, т/куб.м ……………………1,5
- Прочность на сжатие, МПа……………60
- Морозостойкость………………………F350
- Водонепроницаемость…………………W20
- Удобоукладываемость…………………Р6 (СУБ)
- Температуростойкость, град…………..700
- Метанонепроницаемость ……………...полная
- Сокращение расхода бетона в ………..1,6 раза
- Сокращение расхода арматуры в …….1,3 раза
Общее снижение стоимости капитальных сооружений: заводские проезды, стапельные плиты, сухие доки, причальные стенки от 2-х раз и более.
Идеальной площадкой для организации строительства крупными интегрированными блоками точно в размер является СЗФО (см. рисунок 15)

Рисунок 15. В СЗФО все кооперанты распараллеленного строительства судов связанны логистикой по воде.
Все технологии, показанные в статье, доступны к применению. Эффект суммы технологии гарантировано повысит производительность труда в российском судостроении более, чем в 10 раз.
Памяти моего старшего товарища Е.В. Игошина посвящается




