

На Российском рынке производством и поставками биметалла и биметаллических изделий, изготовленных методом сварки взрывом, ООО «СЦ Металл Маркет» занимается с 2008 года и занимает одно из лидирующих мест. Это преимущество по отношению к другим производителям обусловлено следующими факторами:
-
Наличие полигона в Московской области на базе ФГУП «НИИ «Геодезия» и квалифицированных кадров;
-
Возможность круглогодичного проведения сварных работ (температура окружающей среды до 20 градусов ниже нуля по Цельсию);
-
Наличие технологического оборудования для проведения термообработки и механической правки биметаллических листов;
-
Наличие складской программы, позволяющей минимизировать сроки изготовления биметалла;
- Высокий профессиональный уровень инженерного и производственного персонала, под руководством доктора технических наук Л.Б. Первухина, позволяет производить расчеты и сварные работы самых сложных технических изделий (для атомной и судостроительной промышленности).
При производстве биметалла ООО «СЦ Металл Маркет» использует метод сварки взрывом, который позволяет получать биметаллические заготовки и изделия практически неограниченных размеров из разнообразных металлов и сплавов. Материалы – высоколегированные стали, титан и его сплавы, медь, латунь, бронза, алюминий и его сплавы, никель, никелевые и железоникелевые сплавы и т.п.
Явление сваривания металлов при взрывах было случайно обнаружено в экспериментах по пробиванию брони кумулятивными снарядами в 1944-46 гг., которые проводились под руководством математика М.А. Лаврентьева. На рис. 1 изображен полученный при этих экспериментах двухслойный образец, образовавшийся в результате одновременного обжатия двух кумулятивных конусов из разных металлов. На нем видна основная особенность, характеризующая сварку, – волнообразование на поверхности контакта свариваемых металлов.

РИС. 1
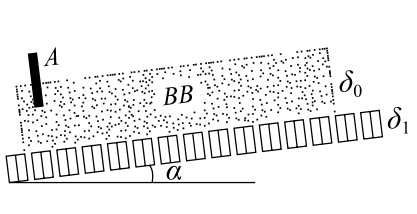
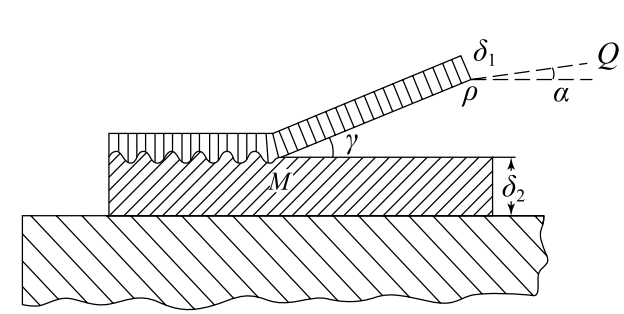
РИС. 2.
Затем в изучении сварки взрывом наступила длительная пауза. Систематические исследования начались в 60-х годах главным образом в СССР и США. Первые математические результаты сварки взрывом принадлежат советским математикам А.А. Дерибасу и С.К. Годунову. Простейшая схема. Сварку металлов взрывом можно производить по схеме, которая изображена на рис. 2. Свариваемые пластины устанавливаются в воздухе или в вакууме на некотором расстоянии друг от друга так, чтобы плоскости пластин составляли между собой угол α. Нижняя пластина прочно устанавливается на некоторой опоре, а на поверхности второй (иногда через какой-либо инертный подслой) размещается слой ВВ. Инициирование ВВ происходит у угла в точке А на рис. 2. В результате взрыва метаемая пластина приобретает скорость порядка нескольких сот метров в секунду. Зная скорость V, можно найти угол соударения γ, который является важным параметром сварки. В окрестности точки контакта при сварке взрывом, как и при схлопывании кумулятивных оболочек снарядов, развиваются столь высокие давления, что прочностные свойства металлов становятся несущественными, и в узкой зоне, примыкающей к поверхности контакта, можно пользоваться схемой несжимаемой жидкости. Явление волнообразования при сварке взрывом долгое время не находило теоретического объяснения.
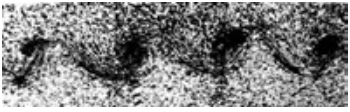
РИС. 3

РИС. 4
Была, однако, экспериментально получена зависимость между длиной волны  и параметрами соударения, которая в случае, когда метаемая пластина много тоньше неподвижной, имеет вид:
и параметрами соударения, которая в случае, когда метаемая пластина много тоньше неподвижной, имеет вид:
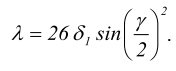
В эту формулу, кроме толщины метаемой пластины δ1 и угла соударения γ, не входят другие параметры соударяющихся металлов (в том числе и прочностные), что подтверждает гипотезу о гидродинамическом характере процесса волнообразования при сварке взрывом. Соударение струи под малым углом. Математическая модель. Пусть две пластины толщиной δ1 и δ2 соответственно, которые мы будем считать плоскими струями невязкой сжимаемой жидкости, соударяются друг с другом так, как это показано на рис. 4. Здесь γ1 и γ2 – углы наклона пластин к оси x (так что угол соударения γ = γ1 + γ2), V1 и V2 – скорости пластин, направленные нормально к пластинам. Кроме того, если углы γ1 и γ2 малы, а ось х направлена вдоль поверхности контакта, то ρ1δ1 = ρ2δ2 , где ρ1 и ρ2 – плотности пластин. Дифференциальные уравнения гидродинамики мы запишем в акустическом приближении 1):
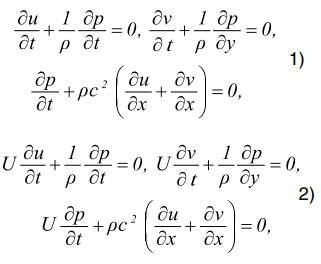
где u и υ компоненты скорости, p – давление, ρ – плотность среды при V = 0, а c – скорость звука. Мы будем предполагать, что U < c, ибо именно в этом случае происходит сварка взрывом, сопровождаемая волнообразованием. Нас интересует решение системы 1), стационарное в системе координат, связанной с точкой контакта. Поэтому мы положим u, υ и p соответственно равными U + u(x + Ut,y), (x + Ut,y) и p(x + Ut,y), и тогда система уравнений заменится следующей системой:
Из первого уравнения видно, что величина  (1) является функцией только от y; предполагая движение безвихревым, мы можем считать эту величину равной нулю во всей области течения:
(1) является функцией только от y; предполагая движение безвихревым, мы можем считать эту величину равной нулю во всей области течения: 
исключая еще из системы 2) давление p и вводя обозначение  (величина под корнем положительна, ибо мы считаем, что U < c),
(величина под корнем положительна, ибо мы считаем, что U < c),
мы перепишем эту систему в виде 
Отсюда следует, что функция  является аналитической функцией комплексного переменного z = x + i k y, а решение изящно находится методами теории функций комплексного переменного. Будем приближенно считать, что ρ1
= ρ2
= ρ , c1
= c2
= c и пластины изображаются в плоскости (x, y) полосами {0 < y < δ1} и {-δ2
< y < 0}.
является аналитической функцией комплексного переменного z = x + i k y, а решение изящно находится методами теории функций комплексного переменного. Будем приближенно считать, что ρ1
= ρ2
= ρ , c1
= c2
= c и пластины изображаются в плоскости (x, y) полосами {0 < y < δ1} и {-δ2
< y < 0}.
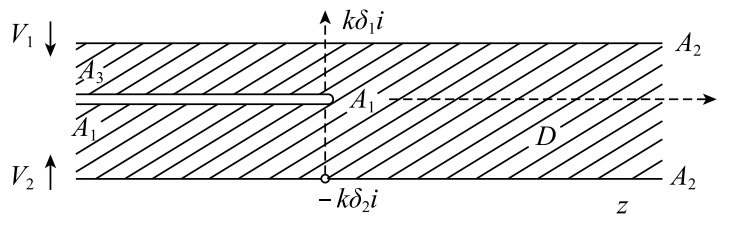
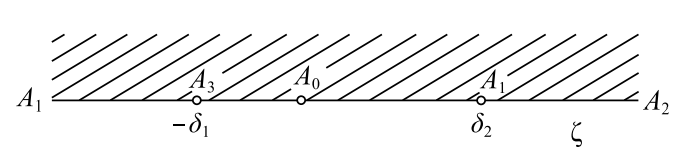
РИС. 5
Тогда функция f будет аналитической в полосе {-k δ2
< Im z < k δ1} с разрезом вдоль отрицательной полуоси; эту область мы обозначим буквой D (рис.5). Так как на свободных поверхностях пластин давление равно постоянной, которую можно принять равной 0, то там u = 0. Мы получаем первое граничное условие задачи:
1) Re f = 0 на всей границе D. Далее должны выполняться следующие условия на бесконечности:
2) u = Re f →0 при x → ± ∞,
3) v=-k Imf →0 при z→A2
(т.е. при x → +∞). v → - при z→A3
(т.е. при x→ - ∞, y > 0). v → при z → A1
(т.е. при x → - ∞, y < 0). Для полного определения f потребуем еще условие:
4) в окрестности точки контакта A0
(z = 0) , где A – некоторая постоянная. Условия 1) – 4) позволяют определить функцию f. Для этого отобразим область D конформно на верхнюю полуплоскость lmζ > 0; находим обратное к этому отображению и получаем выражение для функции:
Согласно тому, что скорость метаемой пластины  следовательно, в окрестности точки контакта, находим
следовательно, в окрестности точки контакта, находим  или, в системе координат, связанной с точкой контакта,
или, в системе координат, связанной с точкой контакта,
Мы видим, что в окрестности точки контакта свободная поверхность представляет собой параболу. Для радиуса кривизны при δ2 → ∞ мы получим формулу сходную с экспериментальной формулой для длины волн, образующихся при сварке взрывом, когда метаемая пластина много тоньше неподвижной. Волнообразование при сварке взрывом не следует рассматривать как проявление какой-либо неустойчивости. Более естественно считать, что здесь имеется некоторая автоколебательная система с жестким возбуждением. Для исследования распределения энергии в зоне соединения при сварке взрывом были поставлены специальные эксперименты. Для сварки подбирались специальные металлы, образующие при соединении термопару, в частности никель и сталь. Обработка результатов этих экспериментов позволила прийти к следующему важному и интересному выводу. На границе зоны соударения, в весьма узком слое (примерно на порядок более тонком, чем зона волнообразования) с большой скоростью выделяется конечное количество тепла Q, составляющее примерно 3% от кинетической энергии метаемой пластины. Остальная часть кинетической энергии метаемой пластины выделяется более или менее равномерно во всем объеме и определяет конечную температуру пластин. Эта энергия, по-видимому, и является источником, поддерживающим автоколебательный процесс волнообразования при сварке взрывом. Процесс сварки можно рассматривать как обратный к процессу образования трещин, и поэтому выделение энергии при сварке равносильно ее затрате при образовании трещин.
В заключение следует отметить, что биметалл, изготовленный методом сварки взрывом, широко используется в производстве такими лидерами машиностроения как: ОАО «Уралхиммаш» с 1975 года, ОАО «Пензхиммаш», ОАО «Калужский турбинный завод», ОАО «Турбоатом», ОАО «Волгограднефтемаш», АО «АЭМ-технологии», ООО «Курганхиммаш», ЗАО НПО «НАТЭК-Нефтехиммаш», и др. Этот метод также широко применяется для изготовления биметаллических заготовок трубных решёток за рубежом (см. «Промышленное применение сварки взрывом (обзор)», Бэнкер Дж., стр.49-54, журнал «Автоматическая сварка», ноябрь 2009 г.).

Контакты:
РФ, 109428, г. Москва, Рязанский проспект, д. 24, к.2
+7-495-2-680-680, +7(495) 669-93-35,
info@him-apparat.ru
http://www.him–apparat.ru




