

Герметичность неподвижного разъемного соединения достигается в большинстве случаев за счет создания жесткого контакта двух уплотняемых поверхностей с установкой между ними промежуточного элемента (контактного уплотнения).
При этом необходимо учитывать следующие особенности контактных уплотнений:
-
утечка уплотняемой рабочей среды через уплотнение зависит от микрогеометрии уплотняемых поверхностей и давления в зоне контакта;
-
в процессе эксплуатации зазоры между контактирующими поверхностями уплотнения и уплотняемого соединения должны быть максимально заполнены материалом уплотнения либо материалом контактирующих деталей соединения;
-
минимум утечки определяется диффузией уплотняемой рабочей среды через материал уплотнения.
Первые две особенности связаны с силой сжатия контактирующих поверхностей, которая должна обеспечить максимальное внедрение микронеровностей твердых уплотняемых поверхностей в более мягкий материал уплотнения или затекание пластически деформируемого материала уплотнения либо деталей соединения в герметизируемые зазоры. Третья особенность определяется требованием высокой упругости уплотнения и соединения в целом. Запас упругости уплотнения должен обеспечивать компенсацию всех деформаций и перемещений, которые влияют на взаимное положение контактирующих поверхностей и могут приводить к раскрытию стыка. Излишняя жесткость стыка уменьшает степень герметичности соединения.
Наиболее известными и широко применяемыми видами контактных уплотнений для неподвижных соединений являются прокладки и кольца различного поперечного сечения из неметаллических, металлических и комбинированных материалов .
Самые распространенные прокладки – плоские (листовые); их конфигурация зависит от формы уплотняемого стыка деталей (рис. 1).

Рис. 1
Неметаллические плоские прокладки, предназначенные для герметизации трубопроводов в условиях сравнительно низкого рабочего давления, изготовляют из листов паронита, резины, картона, фторопласта-4 и композиционных материалов на их основе методом вырезания или штамповки, а также прессованием в пресс-формах.
Основные параметры и размеры плоских прокладок для фланцевых соединений и трубопроводов приведены в ГОСТ 15180-86. Прокладки выпускают на давление уплотняемой среды p = 0,1÷20 МПа. Размеры прокладок в большинстве случаев определяются размерами стандартных фланцев по диаметру условного прохода dy = 10÷3000 мм.
В качестве материала плоских прокладок наиболее широко применяется резина, благодаря высокой эластичности которой обеспечивается непроницаемость соединения при относительно малых нагрузках. Резиновые прокладки используют для работы в различных газовых и жидких средах при p ≤ 50 МПа и температурах Т от -600С до +2000С. Основным недостатком резины является релаксация, т.е. изменение напряжений в уплотнении с течением времени. Релаксация может быть физической или химической (старение). На скорость релаксации влияют температура, степень сжатия уплотнения, свойства рабочей среды и марка резины. Некоторые жидкие среды вызывают набухание резины и, как следствие, увеличение объема уплотнения. Степень изменения объема уплотнения зависит от свойств рабочей среды и марки резины.
Фирма Angst + Pfister AG (Германия) при изготовлении надежных уплотнений (прокладок и колец) для неподвижных разъемных соединений выпускает композиционные материалы марок Fluorosint 500 и Fluorosint 207, состоящие из политетрафторэтилена и синтетической слюды . Эти уплотнительные материалы имеют модуль упругости при растяжении, равный 2200 Н/мм2, допустимую сжимающую нагрузку при деформации 1% (по ASTM D695) свыше 10 Н/мм2 и технологичны при изготовлении из них уплотнений.
На выставке Semicon 2001 фирма Du Pont Dow Elastomers and Co. (США) представила две новых марки наполненных фтороплаcтов серии Kalrez UltraPure – Sahara Plasma 8575 и 6375 UP, предназначенные для изготовления высококачественных уплотнений неподвижных разъемных соединений, которые работают в агрессивных средах при температуре до 2800С . Уплотнения, изготовленные из новых наполненных фторопластов, технологичны в изготовлении и имеют большой срок службы.
Новая серия Novaflon плоских уплотнительных прокладок из модифицированного политетрафторэтилена отвечает самым высоким требованиям эксплуатации. Прокладки обладают высокой стойкостью к агрессивным средам, большой механической прочностью и низкой ползучестью.
В связи с запрещением в ряде стран применения асбеста в качестве конструкционного материала (в том числе и для уплотнений) из-за токсичности, его заменяют другими материалами.
Отечественной промышленностью освоен выпуск прокладочного материала из терморасширенного графита , отвечающего требованиям современных технологий. Этот материал работоспособен при высоких давлении и температуре, химически стоек в большинстве агрессивных сред, обладает стабильностью свойств в диапазоне температур от -2000С до +6000С в течение всего срока эксплуатации, экологически чист (не содержит асбеста и других опасных веществ) и т.д.
Прокладочный материал из терморасширенного графита, выпускаемый ЗАО «НОВОМЕТ» (Россия, г. Пермь) и являющийся однослойным или армированным гладкой или перфорированной фольгой из углеродистой или коррозионностойкой стали материалом, имеет плотность 1 г/см3, ширину ленты до 1000 мм и толщину до 2 мм и состоит из одного слоя графита, а не склеен из нескольких. Это позволяет использовать уплотнительные прокладки из него без расслоения под воздействием высокой температуры и агрессивных сред, а благодаря достаточной ширине ленты материала имеется возможность изготовить цельные прокладки для уплотнения крупногабаритных фланцевых соединений. Прокладки, изготовленные из терморасширенного графита, различаются как по типу используемого материала (однослойного, армированного и т.д.), так и по конструкции, которая может включать защитные окантовочные кольца, исключающие контакт материала прокладки с агрессивной или высокотемпературной средой и предотвращающие вынос графита под действием давления (до 200 МПа) уплотняемой среды, а также ограничительные кольца, уменьшающие деформирование прокладок под воздействием больших тепловых нагрузок при уплотнении гладких фланцев.
Налажено производство уплотнительного материала на основе терморасширенного графита марки «Графлекс» в НПО УНИХИМТЕК (Россия, г. Москва). Прокладки из материала марки «Графлекс» предназначены для уплотнения фланцев аппаратов (сосудов) трубопроводов и арматуры диаметром от 10 до 1500 мм, работающих под давлением до 100 МПа в диапазоне температур от -2000С до +10000С (для инертной среды) или в вакууме. Температура эксплуатации для окислительных сред определяется стойкостью стальных частей прокладок, исключающих прямой контакт среды с материалом марки «Графлекс». Технология изготовления этих прокладок (прессование без присадки и клея) соответствует требованиям действующих стандартов: ГОСТ 28759.1-90 – 28759.9-90 «Фланцы сосудов и аппаратов и прокладки к ним»; ГОСТ 12815-80 «Фланцы арматуры, соединительных частей и трубопроводов». Прокладки из материала марки «Графлекс» отличает особо высокая термостойкость и негорючесть, минимальная газопроницаемость, высокая химическая стойкость, отсутствие присадок, которые могут приводить к изменению свойств прокладок во времени, минимальная релаксация напряжений, высокая сжимаемость и восстанавливаемость. Они устойчивы к воздействию органических и минеральных кислот (за исключением серной кислоты при концентрации более 60% и азотной кислоты при концентрации более 10%, царской водки, хромовой кислоты), спиртов, альдегидов, эфиров, хлорорганических и неорганических сред.
НПО УНИХИМТЕК выпускает прокладки следующих типов: прокладки ПАГФ фланцевые армированные без абтюратора по ТУ 5728-011-13267785-99, прокладки ПАГФ с абтюратором по ТУ 5728-011-13267785-99, прокладки ПОГФ фланцевые на стальном зубчатом основании по ТУ 5728-012-13267785-99, прокладки ПГФ фланцевые неармированные с абтюратором по ТУ 5728-016-13267785-99.
Упрощает процесс герметизации фланцевого соединения при проведении ремонтных работ на трубопроводных системах уплотнительная прокладка со средством ее центрирования относительно фланцев 2 и 6 (рис. 2), стягиваемых крепежными элементами 1.
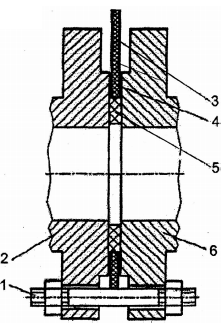
Рис. 2
Уплотнительная прокладка выполнена в виде кольца 5 из терморасширенного графита, плотно охватываемого по его наружной кольцевой поверхности и соединенного с ним средства центрирования – радиально направленного язычка 3, изготовленного из гофрированного картона и выступающего над фланцами 2 и 6 соединения. Наружные поверхности кольца 5 и язычка 3 заключены в оболочку 4, образованную путем обмотки кольца 5 и язычка 3 тремя-пятью слоями ленты из пористого политетрафторэтилена. Толщина оболочки 4, состоящей из политетрафторэтиленовых лент, должна быть не больше 0,25 мм, а терморасширенный графит кольца 5 должен иметь плотность в пределах 1,2-1,8 г/см3.
Повышенную надежность и большой срок службы имеют уплотнительные прокладки из гофрированной ленты терморасширенного графита , изготавливаемой следующим способом. На одну из сторон ленты из терморасширенного графита наносят клей с образованием вдоль кромок ленты узких дорожек, свободных от клеевого слоя, и подсушивают нанесенный клеевой слой. Затем осуществляют формирование на ленте гофр при одновременной, но независимой подаче к гофрообразующим валкам лент терморасширенного графита и антиадгезионного материала, накладываемого на ленту терморасширенного графита со стороны клеевого слоя. При этом ленты соприкасаются друг с другом непосредственно при входе в гофрообразующие валки. Нанесение клея на ленту терморасширенного графита осуществляют контактным способом с помощью наносящего ролика, на поверхности которого выполнены отстоящие от его торцевых поверхностей встречно-направленные пересекающиеся винтовые канавки, угол наклона которых к продольной оси ролика составляет 5-120.
Технологична в изготовлении и дешева в производстве кольцевая плоская эластомерная уплотнительная прокладка для фланцевых соединений с отверстиями для болтов, рядом с которыми установлены металлические ограничители деформации. Ограничители представляют собой втулки, часть боковой поверхности которых вогнута внутрь, в результате чего их поперечное сечение приобретает С-образную форму, охватывающую с одной стороны болты, которые проходят через отверстия фланцев. При затяжке болтов фланцевого соединения ограничители препятствуют выдавливанию материала уплотнительной прокладки.
Высокую степень герметичности фланцевого соединения обеспечивает кольцевая прокладка , состоящая из металлического пружинного каркаса 3 (рис. 3) с радиусом изгиба, покрытого мягким уплотнительным материалом 1. Прокладка устанавливается между фланцами 2 и 5, стягиваемыми крепежными элементами 4.
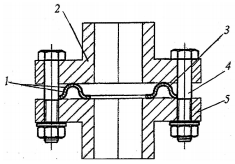
Рис. 3
Уплотнительные кольца круглого поперечного сечения из резины или других эластомерных материалов надежно и длительно работают при давлении герметизируемой среды до 35 МПа, а при предохранении от выдавливания встык – при более высокой величине давления. Герметичность соединения с уплотнительными кольцами достигается в отсутствие давления среды благодаря предварительному (монтажному) сжатию кольца в канавке. При наложении давления уплотняемой среды кольцо дополнительно деформируется и создает плотный контакт с герметизируемыми поверхностями.
Конструкция и размеры резиновых уплотнительных колец круглого поперечного сечения, а также рекомендуемые размеры посадочных мест для установки колец регламентированы ГОСТ 9833-73, технические требования к кольцам – ГОСТ 18829-80. В промышленно развитых странах существуют свои стандарты на такие кольца.
В штуцерно-торцевом соединении (рис. 4) резиновое кольцо 2 круглого поперечного сечения установлено в кольцевой канавке, расположенной на торцевой поверхности штуцера 1, и сжимается торцевой поверхностью ниппеля 3 при навинчивании накидной гайки 4 на резьбовую часть штуцера.
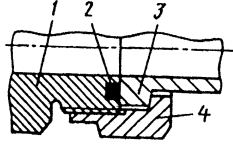
Рис. 4
Достоинствами такого соединения являются небольшой момент затяжки накидной гайки, ремонтопригодность в условиях эксплуатации, технологичность монтажа. Однако для надежного уплотнения стыка торцевых поверхностей штуцера и ниппеля требуется очень точное выполнение всех посадочных мест.
Удобно при монтаже и обеспечивает надежную герметизацию неподвижного разъемного соединения, работающего под давлением Р уплотняемой среды, устройство с уплотнительным эластомерным кольцом круглого поперечного сечения 1 (рис. 5), разработанное фирмой Nok Corporation (США) .
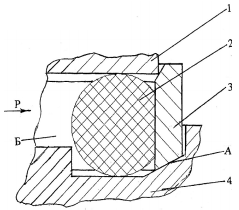
Рис. 5
Кольцо 1 устанавливается в канавку Б корпуса 4 вместе с опорной кольцевой деталью 2 со скошенной поверхностью А и прижимается крышкой 1.
Для надежной герметизации фланцевого соединения в канавку между фланцами помещают уплотнительный шнур круглого поперечного сечения с радиальными пазами с противоположных сторон, изготовленный из полимера типа Sikalastomer 240 фирмы Sika Corporation (США) . После сборки фланцевого соединения и нагрева его до определенной температуры материал уплотнительного шнура вспенивается и полностью заполняет радиальные пазы и щели, надежно герметизируя неподвижное фланцевое соединение.
Повышенной долговечностью и расширенными функциональными возможностями обладает эластомерное кольцо Х-образного поперечного сечения .
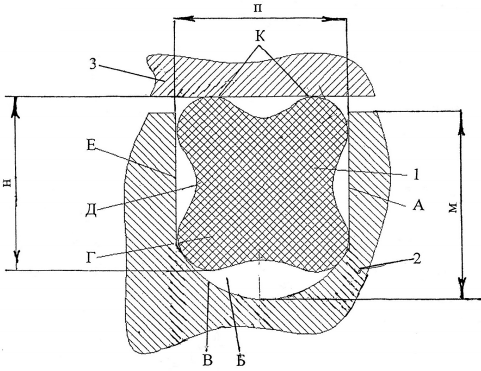
Рис. 6
При установке кольца 1 (рис. 6) в закрытую канавку Б глубиной «м» на уплотняемых поверхностях корпуса 2 и крышки 3 возникает начальное контактное давление, определяемое относительной деформацией сжатия при закреплении крышки 3 на корпусе 2, модулем эластичности материала кольца 1 и формой его поперечного сечения. Выступы Г поперечного сечения кольца 1 выполнены в виде полуокружностей К, сопряженных между собой дугами окружностей Д, радиус которых в два раза меньше ширины «п» канавки Б, имеющей стенки А и Е. Дно В канавки Б выполнено полукруглым, а глубина «м» канавки Б превышает высоту «н» поперечного сечения кольца 1.
Контактные уплотнения марки А4200/MurSeal фирмы HASCO Ltd. (Великобритания) из комбинированных материалов обеспечивают высокую степень герметичности неподвижного разъемного соединения в условиях изменения температуры уплотняемой рабочей жидкости в широких пределах и при циклических нагрузках . Уплотнения отличаются надежностью и большим сроком службы.
Требования, предъявляемые к материалу уплотнений неподвижных разъемных соединений машин и механизмов, настолько разнообразны и подчас взаимоисключающи, что бывает крайне трудно подобрать подходящий материал, отвечающий комплексу этих требований. Наиболее полно заявленным требованиям могут соответствовать композиционные материалы. Одним из классов таких материалов являются материалы слоистого строения, так как они сочетают высокий градиент свойств в направлении, перпендикулярном границе, и, что самое главное, обладают новыми свойствами, дополняющими характеристики слагающих компонентов. Это могут быть как двухслойные, так и многослойные конструкции с регулируемым градиентом свойств. Толщина покрытий и оболочек обычно изменяется в широких пределах – от 0,05 до 5 мм, что определяется комплексом требуемых свойств.
ООО «Константа-2» в сотрудничестве с НПЦ «Анод» освоено производство уплотнительных резиновых колец круглого поперечного сечения во фторопластовой оболочке с наружным диаметром до 500 мм, размеры которых соответствуют ГОСТ 9833-73, а также нестандартных размеров . Конструкция этих колец, изготовленных из слоистого материала, позволяет сочетать высокие эластические свойства, присущие эластомерам (резине), с теплостойкостью, стойкостью в агрессивных средах, антифрикционными свойствами, характерными для фторопласта. Уплотнительные резинофторопластовые кольца применяются для надежной герметизации неподвижных разъемных соединений машин и механизмов, работающих при повышенных температурах и давлениях герметизируемых сред, в том числе и агрессивных.
Уплотнительные эластомерные кольца фасонного поперечного сечения с покрытием на основе фторопласта , выпускаемые фирмой Legris GmbH (Германия), обеспечивают высокую степень герметизации неподвижных разъемных соединений в условиях вибрации при давлении уплотняемой среды до 90 МПа. Они удобны при монтаже и в эксплуатации, могут многократно применяться после разборки соединений без изменения качества герметизации и выполнены с учетом стандарта DIN 2353/ISO 8434-1.
Удобное при монтаже уплотнение для фланцевых соединений, выпускаемое фирмой Fa. Carl Freudenberg GmbH (Германия), представляет собой эластомерное кольцо U-образного поперечного сечения, соединенное нижней частью с разрезным металлическим пружинным кольцом . Уплотнение устанавливается нижней частью в канавку на одном из фланцев. При монтаже уплотнения разрезное металлическое пружинное кольцо слегка сжимается, при этом диаметр уплотнения уменьшается. После монтажа уплотнение надежно фиксируется в канавке одного из фланцев соединения. На стороне уплотнения, обращенной к поверхности второго фланца соединения, расположены уплотнительные губки эластомерного кольца, сжимаемые при затяжке фланцев соединения.
Способ изготовления малых серий эластомерных фасонных уплотнений, разработанный фирмой Federal-Modul Sealing Systems Bretten GmbH (Германия) , состоит из следующих основных операций: изготовление методом стереолитографии образца будущего уплотнения; помещение его в открытый сверху ящик и заливки кремнийорганическим каучуком холодной вулканизации; извлечение образца будущего уплотнения из ящика и заливка в образовавшуюся полость отверждающейся при температуре 50-1000С композиции силиконового каучука или полиуретана. Способ отличается меньшими затратами времени и средств на изготовление высококачественного уплотнения.
Основными факторами, влияющими на выбор конструкции уплотнения и материалов для изготовления его деталей, являются: конструктивные параметры и размеры деталей уплотнения и уплотняемого соединения; давление, температура и свойства герметизируемой сред; свойства материалов уплотнения; наличие вибрации, ударных нагрузок и перекос уплотняемого соединения. Как показывает практика, наиболее часто для изготовления уплотнений неподвижных соединений машин, механизмов, агрегатов и аппаратов применяют резину, которая обладает высокой эластичностью, достаточной прочностью, химической стойкостью и температуроустойчивостью по отношению к рабочей среде. Дает определенные преимущества использование для изготовления уплотнений комбинированных материалов из резины с элементами из металла, пластмасс, графитовых материалов и др., а также новых материалов, обладающих по сравнению с резиной улучшенными характеристиками для определенных условий работы.
Анализ научно-технической литературы и патентных материалов промышленно развитых стран мира позволяет выявить ряд тенденций развития конструкций контактных уплотнений для неподвижных разъемных соединений, а именно: увеличение надежности работы с заданным ресурсом; повышение степени герметичности при высоких давлении и температуре рабочей среды; упрощенные технологии и снижение стоимости изготовления; применение новых материалов; удобство сборки и разборки.
СПИСОК ЛИТЕРАТУРЫ
1. Буренин В.В., Дронов В.П. Основные тенденции развития конструкций уплотнений для неподвижных соединений: Обзорная информация. – М.: ЦИНТИХИМНЕФТЕМАШ, 1976. – 48 с. (Серия ХМ-4 «Насосостроение»).
2. Буренин В.В. Герметизация неподвижных разъемных соединений трубопроводов гидравлического и пневматического силовых приводов // Приводная техника, 2003, №1, с. 45-53.
3. Hochleistungs – Verbundwerkstoff // Technica, 2003, №12, s. 44.
4. Neue Dichtungen für anspruchsvolle Prozesse // Galvanotechnik, 2002, №7, s. 1802-1803.
5. Modifizierte PTFE-Dichtungen Modified PTFE seals // Chem. Plants + Process., 2006. Прил. Top Prod. 2006, s. 14.
6. Исаев О.Ю. Современные уплотнительные материалы на основе терморасширенного графита производства ЗАО «НОВОМЕТ» // Химическое и нефтегазовое машиностроение, 2002, №12, с. 25-27.
7. Авдеев В.В., Уланов Г.А. Фланцевые прокладки из материала нового поколения ГРАФЛЕКС на основе терморасширенного графита // Химическое и нефтегазовое машиностроение, 2002, №5, с. 38-40.
8. Пат. 2382263 Россия. МПК F 16 J 15/02. Уплотнительная прокладка для герметизации фланцевого соединения / А.П. Епишов, И.П. Клепцов. Опубл. 20.02.2010. Бюл. №5.
9. Пат. 2200889 Россия. МПК F 16 J 15/30. Способ и устройство для изготовления уплотнительной ленты из расширенного графита и уплотнительная лента из расширенного графита / А.П. Епишов, И.П. Клепцов. Опубл. 20.03.2003. Бюл. №8.
10. Пат. 61611840 США. МПК F 16 J 15/10. Уплотнительная прокладка. Опубл. 19.12.2000.
11. Пат. 2280205 Россия. МПК F 16 J 15/02. Прокладка для уплотнения двух неподвижных поверхностей / В.Г. Сафонов, С.М. Котляр, И.И. Шраер, Е.В. Сафонов. Опубл. 20.07.2006. Бюл. №20.
12. Пат. 2007055306 ЕПВ. МПК F 16 J 15/10. Уплотнительное устройство. Опубл. 10.01.2006.
13. Заявка на пат. 102005013934 Германия. МПК B 62 D 65/00. Метод изготовления герметичного уплотнения. Опубл. 05.10.2006.
14. Пат. 2230957 Россия. МПК F 16 J 15/02. Уплотнение неподвижного соединения / В.И. Пындак, Ю.Г. Лапынин. Опубл. 20.06.2004. Бюл. №17.
15. Flexibles Dichtelement // Werkst. Fertig., 2006, №6, s. 15.
16. Зерщиков К.Ю., Семёнов Ю.В. Резиновые кольца во фторопластовой оболочке для герметизации соединений // Химическая техника, 2009, №6, с. 36-37.
17. Schneidring für Verschraubungen // Maschinenmarkt, 2004, №38, s. 42-43.
18. Заявка на пат. 19914151 Германия. МПК F 16 J 15/32. Радиальное уплотнение для узких зазоров. Опубл. 26.10.2000.
19. Заявка на пат. 102005002970 Германия. МПК F 16 J 15/10. Опубл. 26.10.2000.




