

Еще в середине 70-х – начале 80-х годов в ЦНИИ КМ «Прометей» были начаты работы по созданию хладостойких сталей для морских конструкций для разведки и добычи углеводородов в арктических условиях. Разработанные материалы нашли свое применение в проектах ПБУ типа «Шельф», «Каспий», корпусах атомных ледоколов «50 лет Победы», «Таймыр» и «Вайгач». Крупнейшими современными объектами внедрения хладостойких сталей, разработанных в период 2003-2006 гг. в ЦНИИ КМ «Прометей» в рамках важнейшего инновационного проекта государственного значения «Металл», стала морская ледостойкая стационарная платформа «Приразломная» для эксплуатации на нефтяном месторождении в Печорском море и самоподъемная плавучая буровая установка «Арктическая».
Освоение Арктики как хозяйственного региона с особыми климатическими условиями постепенно набирает силу. В последние годы принят ряд государственных решений, направленных на восстановление и развитие Северного морского пути, превращение его в национальную транзитную магистраль. Отличительной особенностью ледокольного флота перспективных проектов и судов ледового плавания являются тенденции роста их водоизмещения, мощности, скорости прохода и ледопроходимомсти для обеспечения круглогодичной проводки судов по Северному морскому пути. Растет потребность в новых видах сложной морской техники, обеспечивающей эффективное и экологически безопасное освоение морских арктических месторождений углеводородов. Для ряда конструкций необходим листовой прокат толщиной до 100 мм. Это и потребовало разработки высоконадежных хладостойких материалов нового поколения для создания мощного ледокольного флота, морской и инженерной техники арктического назначения.
Такие материалы были разработаны в соответствии с «Правилами» РМРС 2012 г. [1, 2] и требованиями Национального стандарта РФ ГОСТ Р 52927–2015 [3], в которые внесены новые стали с индексом «Arc» - арктического назначения.
Как известно, широко освоенные на российских заводах стали без индекса «Arc» категорий хладостойкости D, E, F (категории определяются по результатам испытаний на ударный изгиб (KV) при температурах испытаний -20, -40 и -60 °С соответственно) обеспечивают гарантированное отсутствие хрупких разрушений в ограниченной области температур и толщин. Так, согласно «Правилам…» РМРС [1, 2, 4], максимальная толщина элементов конструкций с расчетной температурой эксплуатации -40 °С, для которых применимы, например, низколегированные стали категорий F36-F40, составляет 25 мм (рис. 1).
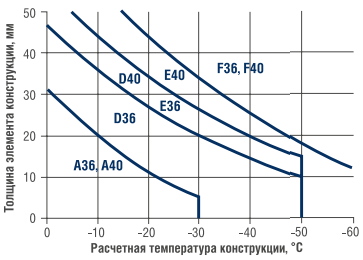
Рисунок 1 - Взаимосвязь максимальной толщины элемента конструкции и расчетной температуры эксплуатации [4]
Новые стали с индексом «Arc» могут применяться без ограничений в условиях Арктики для любых конструктивных элементов и не имеют аналогов в мире. Однако они должны соответствовать ряду дополнительных требований к специальным видам испытаний по определению критических температур хрупкости (вязко-хрупкого перехода Ткб и нулевой пластичности NDT) и трещиностойкости при низких температурах испытаний (по критерию критического раскрытия в вершине трещины CTOD). При этом данные характеристики работоспособности, обеспечивающие надежную эксплуатацию сложных сварных конструкций в арктических условиях, должны гарантироваться технологией их производства. До настоящего времени такие технологии отсутствовали на российских заводах.
В период с 2000 по 2009 гг. произведена модернизация отечественных металлургических производств по изготовлению листового проката из хладостойких сталей для судостроения. Это позволило приступить к созданию новых хладостойких сталей (с низкой температурой вязко-хрупкого перехода в области отрицательных температур), предназначенных для применения в Арктике, всего востребованного в судостроении спектра прочностных характеристик.
Современные тенденции развития хладостойких сталей ориентированы на понижение уровня легирования и затрат на производство, обеспечивающее более высокую конкурентоспособность продукции и приоритет РФ на рынке хладостойких материалов.
С 2012 г. по настоящее время достигнуты значительные успехи в разработке и промышленном внедрении энергосберегающих технологических процессов производства толстолистового проката из хладостойких низко- и экономнолегированных марок судостроительных сталей с гарантированным пределом текучести от 355 до 750 МПа (с пониженным на 15-25 % уровнем легирования при гарантированной работоспособности). Выполнен ряд государственных контрактов – ОКР «Ледоход», «Арктическая сталь», «Арктическая сталь-2», договорных работ с ведущими металлургическими комбинатами – ПАО «Магнитогорский металлургический комбинат», ПАО «Северсталь», ООО «ОМЗ-Спецсталь».
Создание производства хладостойких судостроительных сталей с гарантированной работоспособностью базируется на следующих принципах:
- выполнении требований к качеству листовой стали с учетом условий эксплуатации;
- обеспечении высокого металлургического качества (по содержанию вредных примесей и газов, макроструктуре исходной заготовки) за счет применения эффективных технологий выплавки, внепечной обработки и разливки стали;
- выборе композиций легирования стали, обеспечивающих в широком интервале скоростей охлаждения формирование близких по морфологическому типу структурных составляющих;
- формировании квазиоднородной структуры по толщине листового проката.
Следует отметить, что обеспечение заданного комплекса механических свойств и характеристик работоспособности в листовом прокате небольших толщин не вызывает существенных затруднений. Сложности возникают при увеличении толщины листового проката (от 40 мм и более). Связано это с тем, что неоднородность температур и деформаций по сечению массивных полуфабрикатов обусловливает неоднородность конечной структуры по толщине листового проката (рис. 2). В результате средний размер структурных элементов в поверхностных слоях и в середине по толщине листов может отличаться в 3…5 раз.
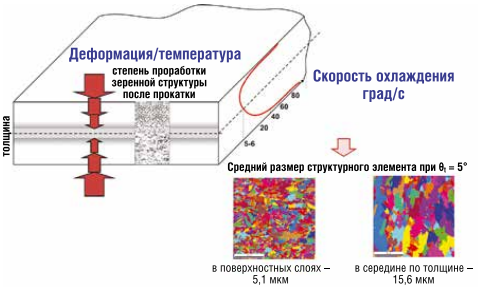
Рисунок 2 - Особенности формирования структуры в листовом прокате больших толщин
Проблема разработки нового поколения хладостойких сталей, в том числе с индексом «Arc», с высокой работоспособностью в листовом прокате толщиной до 100 мм решена путем выбора рационального сбалансированного содержания легирующих и микролегирующих элементов и обеспечения технологических условий формирования заданной структуры допустимой степени неоднородности и анизотропии по всей толщине листового проката при использовании специальных прецизионных технологий термомеханической и термической обработки.
Впервые для судостроительной практики разработаны количественные требования к различным параметрам структуры, определяющим получение заданных механических свойств сталей с пределом текучести не менее 355-750 МПа, низких температур вязко-хрупкого перехода Ткб и нулевой пластичности NDT, работы удара в поверхностных слоях и в середине по толщине листов и критического раскрытия в вершине трещины CTOD при температурах испытаний -40 °С и ниже, а также предложена последовательная оценка допустимой степени неоднородности и анизотропии по всей толщине листового проката до 100 мм (то есть максимально допустимой разницы ∆ каждого параметра по толщине). В данной статье рассмотрены некоторые ключевые параметры структуры.
Для гарантированного обеспечения характеристик работоспособности в листовом прокате из низколегированных сталей с пределом текучести не менее 355-460 МПа, изготавливаемом по технологии термомеханической обработки с ускоренным охлаждением, должны выполняться комплексные требования к структурной анизотропии, морфологии, дисперсности и соотношению структурных составляющих, объемной доле и размерам областей бейнита реечной морфологии, а также к морфологическим и кристаллогеометрическим параметрам структуры на основе исследований «тонкого строения» металла, проведенных методами просвечивающей электронной микроскопии (ПЭМ) и автоматизированного анализа дифракционных картин обратного рассеяния электронов (EBSD-анализа).
На рис. 3. продемонстрировано влияние структурной анизотропии на результаты испытаний на ударный изгиб и значения критических температур Ткб и NDT для листового проката больших толщин из низколегированных сталей. Для обеспечения высокой хладостойкости необходимо нормировать степень анизотропии ферритно-бейнитной структуры, одним из комплексных параметров оценки которой является коэффициент анизотропии Ка (определенный по аттестованной методике ООО «Тиксомет»), который характеризует наличие и выраженность приоритетной ориентации структурных составляющих.
Так, в листовом прокате толщиной до 100 мм из низколегированных сталей с пределом текучести не менее 355-460 МПа для обеспечения высокой работы удара при температурах испытаний -60…-80 °С значения Ка не должны превышать 1,35 (рис. 3, а) при максимально допустимой разнице по толщине листов - 0,50. При этом для получения гарантированных характеристик работоспособности при расчетной температуре эксплуатации конструкций -40 °С (то есть удовлетворяющих требованиям к сталям с индексом «Arc40»), необходимо ужесточение требований к допустимому значению Ка - не более 1 (рис. 3, б, в). Данные требования внесены в «Правила…» РМРС – 2019 г [1, 2].
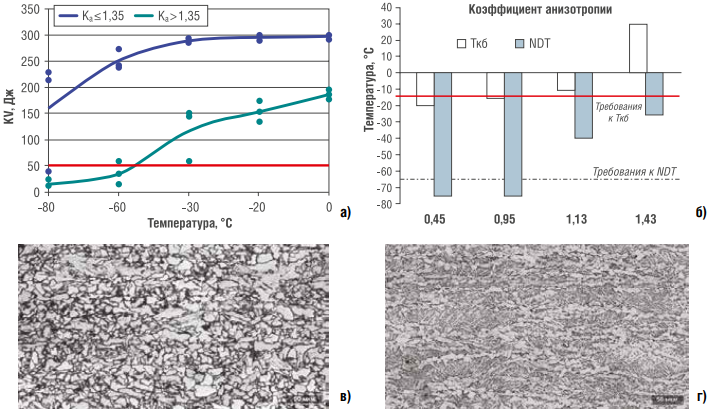
Рисунок 3 - Влияние структурной анизотропии низколегированной стали на характеристики хладостойкости толстолистового проката:
а – работу удара при низких температурах испытаний,
б – температуры вязко-хрупкого перехода Ткб и NDT,
в и г – структура стали, соответствующая коэффициентам анизотропии Ка 0,95 и 1,43 соответственно
Формирование неблагоприятной анизотропной ферритно-бейнитной структуры, не позволяющей получить высокие характеристики хладостойкости и трещиностойкости в листовом прокате из низколегированных сталей, связаны с технологическими особенностями режимов термомеханической обработки, в частности, таких как несоблюдение температурных (рис. 4, а, б) или деформационных параметров (рис. 4, в, г) на черновой (рис. 4, а, в) или чистовой (рис. 4, б, г) стадиях прокатки.
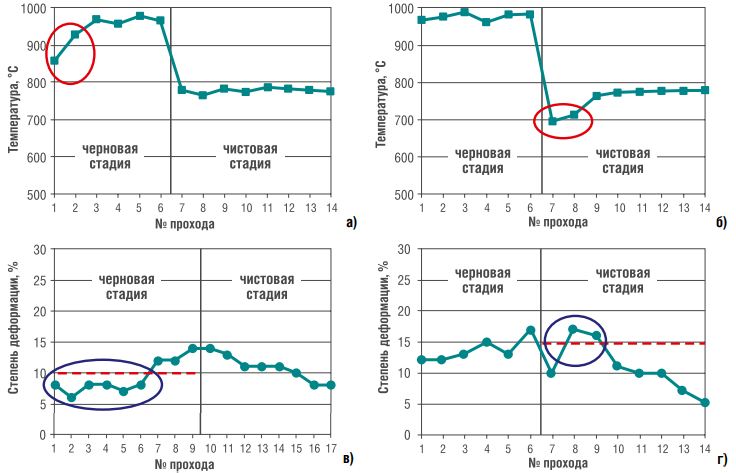
Рисунок 4 - Влияние технологических особенностей температурно-деформационных режимов прокатки на черновой (а, в) и чистовой (б, г) стадиях прокатки на формирование анизотропной ферритно-бейнитной структуры в низколегированных сталях (определяется коэффициентом Ка):
а –Ка = 1,88,
б –Ка = 1,99, Ка = 2,26, Ка = 1,48
Для высокопрочных экономнолегированных сталей с пределом текучести не менее 500-750 МПа, изготавливаемых по технологии закалки с прокатного нагрева с высокотемпературным отпуском, в качестве основного структурного параметра необходимо нормировать размер бывшего аустенитного зерна (БАЗ) DБАЗ.ср. и степень неоднородности по размеру бывшего аустенитного зерна ∆=DБАЗ.макс.-DБАЗ.мин по толщине листового проката, а также соотношение структурных составляющих (мартенсита и бейнита различной морфологии).
Для высокопрочных сталей использование одностадийной деформации приводит к повышению степени неоднородности и анизотропии структуры по толщине листового проката, и, как следствие, к снижению его хладостойкости. После одностадийной прокатки наблюдается существенная разнозернистость – наряду с бывшими аустенитными зернами размером до 80 мкм наблюдаются мелкие зерна размером 5-15 мкм (рис. 5, а). Максимальный размер бывших аустенитных зерен при использовании рациональных режимов прокатки по двухстадийной схеме не превышает 40 мкм по всей толщине листового проката 60 мм (рис. 5, б).
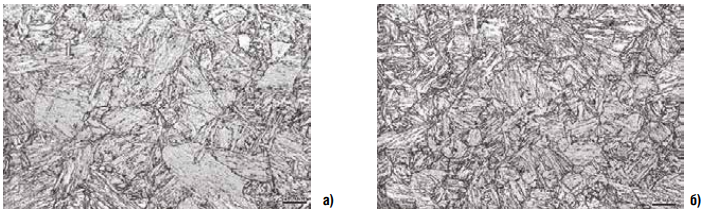
Рисунок 5 - Структура в середине по толщине (60 мм) листового проката из экономнолегированной стали с гарантированным пределом текучести 500 МПа, изготовленного по одностадийной (а) и двухстадийной (б) схеме прокатки
Так, например, в экономнолегированной стали с гарантированным пределом текучести 500 МПа повышение дисперсности бейнитных областей, образовавшихся в пределах БАЗ, с 70 до 30 мкм приводит к существенному повышению хладостойкости листового проката больших толщин – средних значений работы удара при температуре испытаний -60 °С - с 156 до 233 Дж, температуры вязко-хрупкого перехода Ткб - с +38 до -12 °С.
Исследования, выполненные методом EBSD-анализа, показали, что помимо анизотропии и морфологических особенностей структуры, значимыми факторами повышения хладостойкости и трещиностойкости судостроительных сталей являются ее «тонкие» параметры, которые характеризуют внутреннюю структуру деформированной стали и описывают субзеренные элементы с границами деформационного происхождения. Требуемые характеристики работоспособности «Аrc»-сталей достигаются при определенной допустимой степени неоднородности (заданной изотропности) по толщине листов по каждому из определяемых данным методом параметров.
При двухстадийной прокатке в низко- и экономнолегированных сталях даже незначительные на первый взгляд изменения температурно-деформационных воздействий и варьирование химического состава в узких диапазонах (не более 0,20 % каждого элемента) могут привести к существенному изменению параметров структуры (и, как следствие, механических свойств и характеристик работоспособности листового проката).
В последние годы предложены новые способы формирования квазиоднородной по толщине листового проката структуры за счет усовершенствования температурно-деформационных схем прокатки, определяющие более высокие требования к организации и контролю параметров технологических процессов.
Возможности современного оборудования с автоматизированным управлением и высокой степенью воспроизводимости заданных технологических параметров позволили перейти к прецизионным режимам горячей пластической деформации при термомеханической обработке и закалке с прокатного нагрева (деформации в узком диапазоне температур с регламентируемой скоростью согласно заданной схеме обжатий). Они базируются на последовательном измельчении зеренной и субзеренной структуры стали за счет управления основными структурообразующими процессами на каждом этапе технологического передела (рис. 6, а). Прецизионное управление технологическими параметрами (режим № 2 на рис. 6, б-г) позволяет сформировать мелкодисперсную структуру заданной изотропности (с близкими параметрами) по всей толщине листового проката.
В табл. 1 представлен сортамент листового проката из хладостойких сталей для Арктики, производство которого освоено и успешно внедрено на ведущих металлургических предприятиях нашей страны.
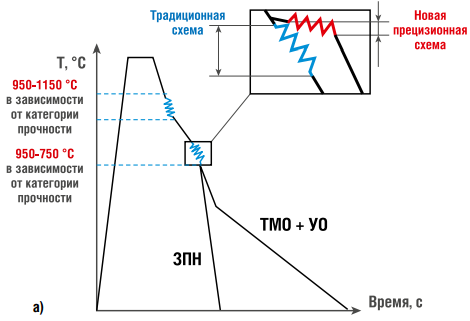
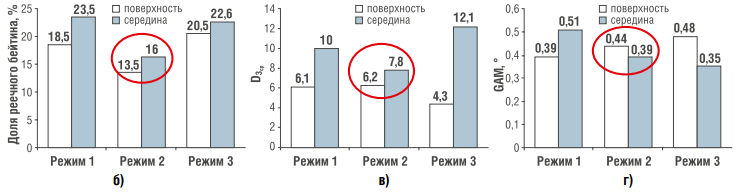
Рисунок 6 - Схема прецизионных технологических процессов производства нового поколения хладостойких сталей для Арктики (а) и оценка параметров структуры по толщине (50 мм) листового проката из низколегированной стали
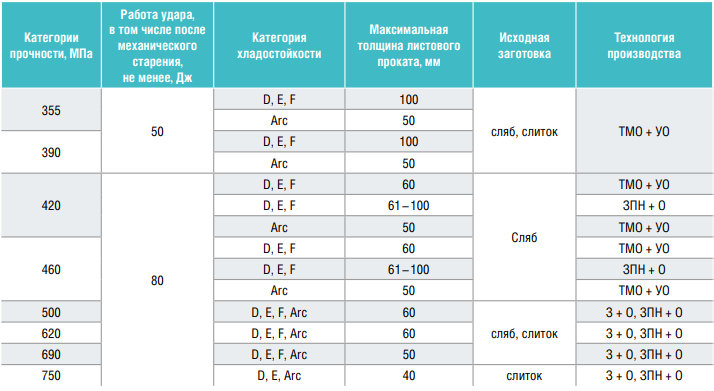
Таблица 1 - Хладостойкие стали для Арктики, освоенные на крупнейших металлургических комбинатах
При изготовлении хладостойких сталей используется термомеханическая обработка с ускоренным охлаждением (ТМО+УО) для листового проката категорий прочности 355-390 МПа (толщиной до 100 мм) и 420-460 МПа (толщиной до 60 мм), закалка с отдельного печного или прокатного нагрева с последующим высокотемпературным отпуском (З+О или ЗПН+О) для листового проката категорий прочности 420-460 МПа (толщиной 61-100 мм) и 500-750 МПа (толщиной до 60 мм) при наличии высокотехнологичного автоматизированного термического оборудования.
Новые хладостойкие материалы уже используются для строительства крупнейших в мире атомных ледоколов проектов «Арктика», «Сибирь» и «Урал», дизель-электрического ледокола проекта Aker ARC 130 А, а также самого большого в мире многофункционального линейного дизель-электрического ледокола «Виктор Черномырдин». Еще одним крупнейшим объектов внедрения новых «Arc»-сталей станет сверхмощный атомный ледокол «Лидер».
Следующим шагом развития производства хладостойких сталей является их унификация по химическому составу и категориям прочности, позволяющая варьировать необходимый комплекс эксплуатационных характеристик только за счет технологических воздействий.
Непрерывное совершенствование технологических процессов производства хладостойких сталей на основе фундаментальных и прикладных исследований способствует повышению надежности и безопасности эксплуатации сложной морской и инженерной техники.
Литература:
1. НД № 2-020101-095. Правила классификации и постройки морских судов. Часть ХIII. Материалы. – С-Пб.: Российский морской регистр судоходства, 2017, 201 с
2. НД № 2-020201-013. Правила классификации, постройки и оборудования плавучих буровых установок и морских стационарных платформ.– С-Пб.: Российский морской регистр судоходства, 2014, 484 с.
3. ГОСТ Р 52927-2015. Прокат для судостроения из стали нормальной, повышенной и высокой прочности. Технические условия. – М.: Стандартинформ, 2015, 92 с.
4. НД № 2-020101-095. Правила классификации и постройки морских судов. Часть II. Корпус. – С-Пб.: Российский морской регистр судоходства, 2017, 229 с.




