

На буровых станках, применяемых как для разведочного бурения, так и в тяжелых условиях при открытой добыче твердых горных пород, широко используют трехшарошечные долота. Трехшарошечные секционные долота, в отличие от других бурильных инструментов, обычно не подвергаются восстановлению. Все это определяет особенности их конструктивного исполнения и технологических решений, принимаемых при их изготовлении.
Режущую способность шарошек создают твердосплавные зубцы, которые расположены в параллельных рядах по периметру шарошки, на вершине и на обратном конусе. Общее число зубцов на одной шарошке может составлять 66, а на долоте, состоящем из трех шарошек, количество зубцов составляет 198 штук. Разновысотность зубцов, различный износ, затупление и выкрашивание отдельных зубцов приводит к потере режущей способности долота, к изменению баланса нагрузки на трехкомплектных шарошках. Следствием этого является отклонение (увод) долота от задаваемого при бурении осевого направления.
Установку твердосплавных зубцов в корпус шарошки осуществляют путем их запрессовки, при которой обеспечивается посадка Æ10 H9/z11. Для этого в корпусе шарошки создают на многоцелевом станке сетку базовых отверстий, каждое из которых задается определенными линейными и угловыми координатами (рис.1)
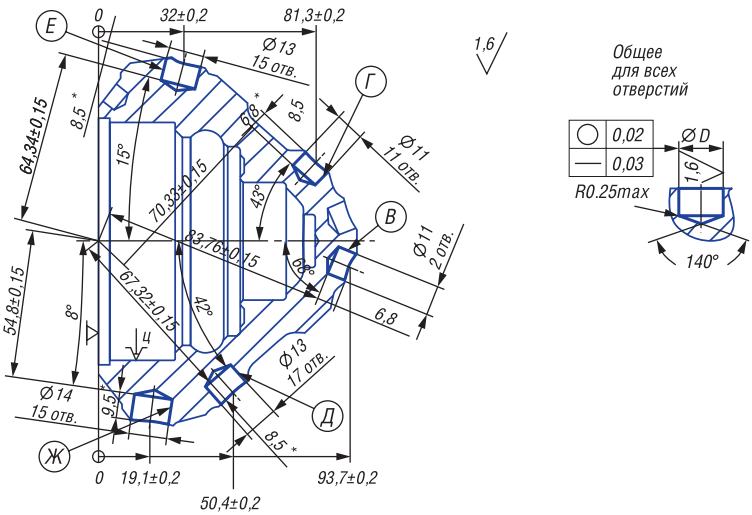
РИС. 1. Схема расположения базовых отверстий под зубцы в корпусе шарошки
На рассматриваемой шарошке общее количество обрабатываемых отверстий равно 77, их расположение на каждом из конических поясков и соответствующие диаметральные размеры приведены в таблице:

Таблица 1
Обратный конус шарошки (конический поясок И) также оснащен твердосплавными вставными зубками с плоской торцевой поверхностью. Это определяет достижение при бурении требуемого диаметра отверстия.
Согласно техническим требованиям отклонения наружного контура шарошки от теоретического не должно превышать 0,3 мм с направлением в материал корпуса. Предельные отклонения угловых размеров 68°, 75°, 42° не должны превышать +10¢.
Обработка группы базовых отверстий под режущие зубки является ответственной и трудоемкой технологической операцией, на которой необходимо обеспечить требуемые угловые 15°, 43°, 68°
и линейные координатные размеры 64,34± 0,15; 70,38 ± 0,15; 83,76 ± 0,15; 32± 0,2; 19,1± 0,2 , определяющие положение отверстий относительно основных баз корпуса шарошки (рис. 1). Необходимо обеспечить также точность диаметральных размеров  и геометрической формы отверстий. Требуемая точность диаметральных размеров отверстий
и геометрической формы отверстий. Требуемая точность диаметральных размеров отверстий  , допускаемое отклонение от круглости не должно превышать 0,02 мм, а отклонение от прямолинейности образующих отверстия в пределах 0,03 мм. Это достигается путем выполнения трех переходов – сверления, зенкерования и развертывания. Отклонения центральных углов, определяющих угловое расположение отверстий не должно превышать ±30¢.
, допускаемое отклонение от круглости не должно превышать 0,02 мм, а отклонение от прямолинейности образующих отверстия в пределах 0,03 мм. Это достигается путем выполнения трех переходов – сверления, зенкерования и развертывания. Отклонения центральных углов, определяющих угловое расположение отверстий не должно превышать ±30¢.
Все базовые отверстия  H9 обрабатывают путем выполнения трех переходов: 1– сверление D1 = 10,4+0,4 ; 2 – зенкерование D2 = 10,8+0,1; 3 – развертывание в окончательный размер D3 = 11+0,05. Это означает, что имеет место общее уточнение диаметра базового отверстия, которое определяется как отношение допуска Т3 = 0,05 на диаметр, достигаемый после развертывания, к допуску Т1 = 0,4 на отверстие, полученному на первом переходе после сверления [1]:
H9 обрабатывают путем выполнения трех переходов: 1– сверление D1 = 10,4+0,4 ; 2 – зенкерование D2 = 10,8+0,1; 3 – развертывание в окончательный размер D3 = 11+0,05. Это означает, что имеет место общее уточнение диаметра базового отверстия, которое определяется как отношение допуска Т3 = 0,05 на диаметр, достигаемый после развертывания, к допуску Т1 = 0,4 на отверстие, полученному на первом переходе после сверления [1]:

Важной технологической задачей запрессовки зубков в корпус является обеспечение требуемого положения вершины рабочей поверхности зубка относительно конической поверхности корпуса [2]. Глубина Н получаемых в корпусе отверстий под зубки определена согласно требованиям чертежа и составляет Н±0,15мм. Так, для группы отверстий, располагаемых на полоске Ж она составляет 9,5 ± 0,15мм, а для отверстий на конической полоске Д – 8,5 ± 0,15мм.
В свою очередь, высота изготавливаемых зубков составляет [3]:
-
для зубков
 устанавливаемых на полосе Ж, – 17±0,4мм;
устанавливаемых на полосе Ж, – 17±0,4мм;
-
для зубков
 устанавливаемых на полосе Д, – 15±0,3мм.
устанавливаемых на полосе Д, – 15±0,3мм.
Представим расстояние от вершины зубка до конической поверхности корпуса шарошки как замыкающее звено НD размерной цепи (см. рис.2 а):

где
Н1 – высота запрессовываемого зубка;
Н2 – глубина базового отверстия в корпусе.

РИС. 2. Схема размерных цепей, определяющих достижение требуемой точности высоты зубков над корпусом шарошки:
а – при запрессовке до упора (метод полной взаимозаменяемости);
б – при ограничении хода бойка кольцом (метод регулировки).
Тогда при запрессовке зубков до упора предельные отклонения замыкающего звена  при методе полной взаимозаменяемости составят [1]:
при методе полной взаимозаменяемости составят [1]:

где DВ(Н1), DН(Н1) и DВ(Н2 ), DН(Н2) – предельные отклонения составляющих звеньев.
Подставив в (2) числовые значения отклонений для зубков, располагаемых на полосе Ж, получим:
верхнее DВ(НD) = 0,4 – (– 0,15) = 0,55мм (вместо 0,15 требуемого);
нижнее DН(НD) = – 0,4 – 0,15 = – 0,55мм (вместо – 0,15 требуемого).
Это означает, что в случае сборки (запрессовки) по методу полной взаимозаменяемости, когда точность линейных размеров зубков составляет Н1 =17± 0,4мм, на долоте имеет место значительная разновысотность зубьев:

В свою очередь, при методе неполной взаимозаменяемости, когда действует нормальный закон распределения отклонений, для которого  = 1/9 [1], коэффициент риска t составит:
= 1/9 [1], коэффициент риска t составит:
Это означает, то примерно 23% изделий (долот) будут иметь разновысотность зубков в пределах от ω (НD) = 0,3 до ω (НD) = 1,1мм.
Реализация метода полной взаимозаменяемости для достижения требуемой разновысотности зубков в пределах Т(НD) = 0,3 может быть достигнута путем введения операции шлифования торцевой базовой поверхностей зубков. Это позволит повысить точность размера по высоте зубков до значения Н1 =17+0,03 мм. Однако это потребует дополнительных затрат на выполнение шлифовальной операции.
В этом случае предельные отклонения по высоте зубков составят:
верхнее DВ(НD) = 0,03 + 0,15 = 0,18 мм (требуемое – 0,15);
нижнее DН(НD) = 0 – 0,15 = – 0,15 мм (требуемое – 0,15).
Если при этом на операции сверления повысить точность глубины Н2 базового отверстия в корпусе шарошки до 9,5 ± 0,1мм (см. рис. 2а), то отклонения по высоте зубков составят:
верхнее DВ(НD) = 0,03 + 0,1 = 0,13 мм;
нижнее DН(НD) = 0 – 0,1 = – 0,1 мм.
В этом случае, согласно (3), разновысотность зубков на одной шарошке не превысит величины

Анализ конструкции изделия показывает, что для решения рассматриваемой задачи можно использовать также метод регулировки с применением подвижного компенсатора, роль которого в данном случае будет играть сам запрессовываемый зубок.
Сущность метода регулировки в предлагаемой технологии запрессовки зубков заключается в том, что окончательное положение зубка в корпусе шарошки определяется не конструктивно оформленными базами – торцом зубка и торцом отверстия (см. рис. 1а), а создаваемой в виде торца кольца сборочной базой, которая ограничивает осевое перемещение бойка (см. рис. 1б), а следовательно определяет положение зубка [4].
С этой целью на позицию запрессовки зубка устанавливается технологическое кольцо 1, которое ограничивает перемещение бойка 2, передающего на зубок 3 усилие запрессовки F. В результате расстояние НD, получаемое от вершины зубка до конической поверхности корпуса, не будет зависеть от глубины отверстия Н2 и высоты зубка Н1. Это позволит обеспечить точность его размера НD ± 0.05 мм, при которой разновысотность зубков на одной шарошке составит не более 0,1 мм.
Для реализации метода регулировки необходимо иметь сборочный зазор между торцом зубка и торцом отверстия в корпусе. Уравнение технологической размерной цепи в этом случае имеет вид:

где звено [Н3], определяющее зазор между торцами зубка и корпуса, выполняет роль звена-компенсатора.
Величина компенсации рассчитывается по формуле

где Т1 и Т2 – допуски на составляющие звенья Н1 и Н2.
И в числовом выражении, когда ТD = 0,1, Т1 = 0,8 мм, Т2 = 0,3мм, величина компенсации составит:
Тк = (0,8 + 0,3) – 0,1 = 1,0 мм.
Это означает, что для создания зазора Н3, в пределах которого осуществляется регулировка, необходимо увеличить глубину отверстий под зубки. В данном случае для конической полосы Ж глубину отверстия следует увеличить на 1,3 мм, что несколько превышает расчетную величину компенсации Тк = 1,0 мм.
Расчеты показывают, что для реализации метода регулировки при запрессовке остальных зубков, требуемая величина дополнительного заглубления для отверстий, расположенных на других конических полосах должна составить 1мм.
Достижение точности согласно предложенному методу регулировки не требует выполнения дополнительной шлифовальной операции торцов для повышения точности высоты зубков и не требует ужесточения допуска на глубину отверстий под зубки.
Установка зубков по скрытой базе с использованием кольца, ограничивающего осевое перемещение ударного бойка, позволяет достигнуть при сборке и сохранить в процессе работы долота требуемую точность осевого положения зубков. Это обусловлено тем, что установка зубков выполняется со стабильным усилием запрессовки, при котором обеспечивается постоянный, достаточный по величине натяг, соответствующий верхнему предельные значению, что исключает осевое смещения зубка в процессе работы.
В заключение приведена таблица 2, в которой представлены для периферийного ряда Ж предельные отклонения вершин зубков, точность длины зубков и глубины отверстий при реализации рассмотренных методов уменьшения разновысотности зубков на одной шарошке.

ТАБЛИЦА 2 Параметры точности высоты зубков и глубины отверстий при различных методах обеспечения разновысотности зубков
В приведенных выше примерах рассматривались долота типа ТКЗ с твердосплавными зубками (ГОСТ 20692-2003), которые предназначены для бурения твердых абразивных пород.

Литература
-
Тимирязев В.А., Вороненко В.П., Схиртладзе А.Г. «Основы технологии машиностроительного производства». Учебник для вузов под ред. Тимирязева В.А. .Изд. Лань, С-Петербург, Москва 2012. 442 с.
-
Долота шарошечные. Межгосударственный стандарт, ГОСТ 20692-2003, 20 с.
-
Долота шарошечные. Технические требования, ОСТ 26-02-1315-84
-
Тимирязев В.А., Хазанова О.В. Моделирование баз при расчете точности установки деталей. М. Машиностроение, ж. Автоматизация и современные технологии. № 1, 2006



