Пропорционально улучшению характеристик компонентов бурильных колонн возрастают требования к износостойкости и усталостной прочности резьбовых замковых соединений.
Помимо фосфатирования, или меднения резьб, снижающих вероятность адгезионного схватывания контактирующих поверхностей, отечественными и зарубежными стандартами рекомендуется их поверхностная пластическая деформация (ППД), повышающая микротвердость, создающая сжимающие остаточные напряжения (ϭост) и, как следствие, повышающая усталостную прочность.

РИС. 1. Остаточные напряжения после обкатки роликом
Режимы (параметры) ППД, очевидно, существенно влияют на свойства упрочненного слоя. Конкретных, методически обоснованных рекомендаций для упрочнения обкаткой роликами замковых резьб бурильных труб нет. С целью разъяснения этого вопроса выполнены ниже представленные результаты исследований.
В качестве оптимизируемых параметров ППД принимались: радиус при вершине упрочняющего ролика, угол его профиля и величина деформации обкатываемой поверхности перпендикулярная оси резьбы. Обкатка производилась на оригинальном гидравлическом стенде, разработанном в Пермской компании нефтяного машиностроения (ООО «ПКНМ») и защищенном патентами Российской Федерации.
Расчет напряжений, остаточных после обкатки (рис.1) и возникающих в процессе свинчивания с рабочими моментами ниппельных и муфтовых резьбовых концов бурильных труб (рис.2,3), производился с помощью программы ANSYS методом конечных элементов.
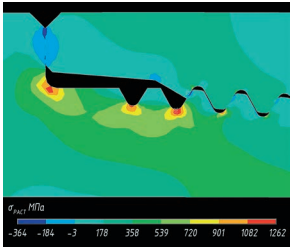
РИС. 2. Напряжения во впадинах резьбы не прошедшей обкатку
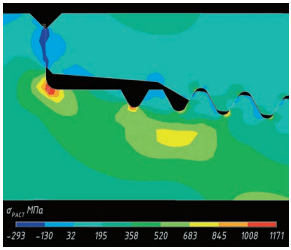
РИС. 3. Напряжение во впадинах резьбы прошедшей обкатку с оптимальными параметрами
В качестве критерия оптимальности принимались минимальные растягивающие напряжения во впадинах резьбы свинченного с рабочим моментом резьбового соединения, а оптимальным параметрам обкатки соответствовали их значения обеспечивающие достижения этого критерия. На рис.2 изображены поля напряжений во впадинах резьбы не прошедшей обкатку, а на рис.3 обработанной ППД с оптимальными параметрами.
Поиск оптимума осуществлялся симплекс-методом. Вершинам трехмерного тетраэдра (симплекса) присваивались вышеупомянутые варьируемые параметры. Испытания производились на обкатанных с оптимальными параметрами резьбовых переводниках.

РИС. 4. Процесс ионно-вакуумного азотирования переводников
Для оценки полученных в ходе оптимизации параметров обкатки результатов, проводились испытания на циклическую выносливость резьб: РКТ 154×6,35×1:9,6 - забойных винтовых двигателей и 3-122 ГОСТ Р.50864 бурильных труб в ООО «ВНИИБТ-Буровой инструмент» на стенде УП-200М.
Средняя величина циклической выносливости образцов резьб РКТ 154×6,35×1:9,6 упрочненных на оптимальных режимах в сравнении с необработанными ППД при изгибающем моменте 3500 кгм возрасла с 458226 до 1454471 циклов, то есть в 3,17 раз.
Аналогичные результаты показали испытания упрочненных резьб 3-133 ГОСТ Р.50864 здесь циклическая выносливость увеличилась с 891387 циклов до 3470313, то есть в 3,89 раз.

РИС. 5. Диффузионный азотированный слой поверхности резьбы
Другим важным эксплуатационным свойством бурильных труб является стойкость к истиранию резьбовых поверхностей.
В ПКНМ разработана и широко применяется, пока для обработки переводников, технология неизотермического ионно-вакуумного азотирования (рис.4).
Оптимизация режимов для переводников из стали 40ХГМА позволила на поверхностях получить диффузионный слой резьбы высокоазотистого α-твердого раствора глубиной 0,05-0,12 мм и твердостью 460-680 HVпри отсутствии нитридной зоны (рис.5).
Эксплуатация азотированных переводников в буровых компаниях Weateherford, РН-Бурение и др. показала увеличение количества свинчиваний – развинчиваний в сравнении со штатными соединениями в 3-4 раза без заметного истирания поверхностей резьб.
Азотирование бурильной трубы целиком технически сложно и экономически нецелесообразно. Поэтому следующим этапом применения такой технологии стало создание сварных конструкций бурильных труб. Такое производство будет запущено в ПКНМ о втором полугодии сего года. Помимо упрочнения резьбовых поверхностей здесь упрочняются и наружные поверхности труб в наибольшей степени подверженные износу. Вышеописанные конструкции переводников и бурильных труб также защищены патентами Российской Федерации.